
Novelty Steel ist ein Hersteller mit herausragender Kompetenz und Erfahrung in der Rohrleitungsfertigung für Anwendungen mit Kohlenstoffstahl und Edelstahl.
Ein Rohrleitungssystem, ähnlich einem Netz von Arterien, ist entscheidend für den Transport von Prozessflüssigkeiten innerhalb einer Anlage. Es verbindet verschiedene Geräte, die zur Veredelung von Produkten erforderlich sind.
Inhaltsverzeichnis
- Ein Rohrleitungssystem, ähnlich einem Netz von Arterien, ist entscheidend für den Transport von Prozessflüssigkeiten innerhalb einer Anlage. Es verbindet verschiedene Geräte, die zur Veredelung von Produkten erforderlich sind.
1. Einführung
Um den Fluss zu steuern und seine Richtung zu ändern, werden Rohre mit verschiedenen Komponenten, Ventilen und Prozessgeräten verbunden, um ein vollständiges System zu bilden. Der Rohrleitungsingenieur hat eine Vielzahl von Möglichkeiten, geeignete Verbindungsverfahren für ein bestimmtes Prozessrohrleitungssystem auszuwählen. Einige Verbindungsarten innerhalb eines Rohrleitungssystems sind:
- Flanschverbindung – mit Schweißhals-, Muffenschweiß-, Gewinde- oder Überlappungsflanschen.
- Stumpfschweißverbindung – mit einer vollständigen Durchschweißung.
- Muffenschweißverbindung – mit Kehlnähten und Muffen.
- Gewindeverbindung – mit Schraubmuffen.
- Nabeverbindungen – mit speziellen Naben und Ringen.
- Mechanische Kupplung – Victaulic-Kupplungen.
- Lötverbindung
Alle Verbindungsarten bei Rohrleitungen bergen ein Leckagerisiko. Daher ist es entscheidend, Materialien und Prüfverfahren sorgfältig auszuwählen, um Flüssigkeitsverluste im Betrieb zu minimieren. Die gewählte Verbindung muss über die gesamte Lebensdauer der Anlage dicht bleiben. Zu berücksichtigende Faktoren sind:
- Art der Prozessflüssigkeit, einschließlich ihrer Toxizität und Viskosität.
- Auslegungstemperaturbereich.
- Auslegungsdruck.
- Mechanische Festigkeit des Grundmaterials, wie Zugfestigkeit und Streckgrenze.
- Größe und Gewicht der Bauteile.
- Risiken von Erosion und Korrosion.
- Ob die Verbindung dauerhaft oder temporär sein soll und ob eine Schnelltrennung erforderlich ist.
- Verfügbarkeit qualifizierter Arbeitskräfte.
- Anfallende Kosten.
- Wartungsfreundlichkeit und Zuverlässigkeit der Verbindung.
- Erwartete Lebensdauer der Anlage.
- Fähigkeit, Vibrationen standzuhalten.
- Mögliche äußere Einwirkungen durch Personen, Fahrzeuge usw.
- Einfachheit der Fertigung oder Montage.
- Verfügbarkeit der erforderlichen Materialien und Komponenten.
Obwohl die Checkliste zur Auswahl von Rohrverbindungsmaterialien umfangreich ist, schließen die ersten vier Punkte viele Materialien sofort aus. Darüber hinaus verwenden viele Rohrleitungssysteme unterschiedliche Verbindungsarten, um den spezifischen Anforderungen der Anlage gerecht zu werden.
2. Auswahl der Rohrverbindung
2.1 Art der Prozessflüssigkeit
Nachfolgend sind die drei Hauptarten von transportierten Flüssigkeiten aufgeführt:
- Gefährliche Prozesse – siehe ASME 31.3, Kategorie M.
- Nicht gefährliche Prozesse – siehe ASME B31.3, Normalflüssigkeitsdienst (NFS).
- Versorgungsdienste – siehe ASME 31.3, Kategorie D
Bei Prozessflüssigkeiten wie Ammoniak und konzentrierten Säuren, die als gefährlich gelten, stellen selbst geringfügige Leckagen erhebliche Risiken für Personal und Anlage dar. In solchen Fällen hat die effizienteste Rohrverbindung Vorrang vor Kostenaspekten. Die bevorzugte Wahl ist in diesen Fällen eine Stumpfschweißverbindung, da sie die zuverlässigste Option mit der geringsten Ausfallwahrscheinlichkeit darstellt. Diese Zuverlässigkeit wird durch die Einführung eines strengen Prüfregimes weiter erhöht.
2.2 Druck und Temperatur
- Flanschverbindungen weisen die geringste Dichtheit unter den Rohrverbindungen auf und dienen dazu, die obere Auslegungsgrenze eines Rohrleitungssystems festzulegen. Laut ASME B16.5-Norm für Stahlflansche sind für verschiedene Werkstoffe in einer bestimmten Rohrleitungsklasse maximal zulässige Innendrücke bei unterschiedlichen Temperaturen festgelegt. Der zulässige Innendruck nimmt mit steigender Temperatur ab.
- Stumpfschweißverbindungen weisen die höchste Dichtheit unter den Rohrverbindungen auf. Eine voll durchgeschweißte Stumpfnaht, die mittels Ultraschallprüfung (UT) geprüft wurde, gilt oft als garantiert dicht. Andere zerstörungsfreie Prüfverfahren wie die Magnetpulverprüfung (MPE) oder die Eindringprüfung (LPE) folgen der UT in Bezug auf Zuverlässigkeit.
- Rohrleitungssysteme, die toxische Flüssigkeiten transportieren oder unter extrem hohen Drücken und Temperaturen betrieben werden, unterliegen zu 100 % der Ultraschallprüfung (UT). Für Rohrleitungssysteme, die toxische Flüssigkeiten befördern, sind Rohrverbindungen mit hoher Dichtheit, wie z. B. Stumpfschweißverbindungen, erforderlich, da sie eine überlegene Zuverlässigkeit bieten.
- Die zerstörungsfreie Prüfung (NDE) erfolgt vor dem hydrostatischen Test einer Rohrleitungsfertigung. Nach erfolgreicher Durchführung eines hydrostatischen Tests mit dem 1,5-fachen des Auslegungsdrucks gelten alle Schweißnähte als hochdicht.
- Steckschweißverbindungen, obwohl keine vollständigen Durchschweißnähte, gelten bei den meisten Betreibern als geeignet für Prozessflüssigkeiten. Zur zusätzlichen Absicherung können sie auch zerstörungsfreien Prüfmethoden wie der Radiografischen Prüfung (RT), Magnetpulverprüfung (MPE) oder Eindringprüfung (LPE) unterzogen werden. Besondere Sorgfalt ist beim Anpassen von Steckschweißverbindungen erforderlich. Am Boden der Muffe sollte ein Spalt gelassen werden, um beim Schweißen ein „Bottoming“ zu vermeiden, da sich das Metall durch Hitze ausdehnt.
- Gewindeverbindungen werden nicht empfohlen für Anwendungen mit gleichzeitig hohen Temperaturen und hohem Druck oder bei Vibrationen. Obwohl sie mittlere bis hohe Drücke aushalten können, führt ihre geringere Dichtheit dazu, dass viele Betreiber ihren Einsatz auf Versorgungsleitungen wie Luft-, Wasser- und Stickstoffleitungen beschränken.
2.3 Materialverträglichkeit
Das für die Rohrverbindung gewählte Material muss sowohl mechanisch als auch chemisch mit dem Rohr, das die Flüssigkeit transportiert, kompatibel sein. Wenn eine Schweißverbindung erforderlich ist, müssen die zu verbindenden Materialien auch chemisch kompatibel sein, um eine ordnungsgemäße Schweißnaht zu gewährleisten. Darüber hinaus muss das Material der Verbindung eine vergleichbare Korrosionsbeständigkeit wie das Rohrmaterial aufweisen, wobei sowohl die innere Flüssigkeit als auch die äußeren Umgebungsbedingungen zu berücksichtigen sind.
In Branchen wie der Lebensmittel- und Pharmaindustrie muss das Verbindungsmaterial so gewählt werden, dass es das Prozessmedium nicht verunreinigt.
Das Schweißen von Materialien mit unterschiedlichen chemischen Zusammensetzungen ist möglich, sofern keine Gefahr galvanischer Korrosion besteht. Dies erfordert ein korrektes Schweißverfahren und die Ausführung durch einen qualifizierten Techniker, um die Dichtheit und Sicherheit der Verbindung zu gewährleisten.
2.4 Abmessung
Die Auswahl der Verbindungen kann durch den Außendurchmesser des Rohrs beeinflusst werden. Gewindeverbindungen können bis zu einem Durchmesser von 4 Zoll (100 DN) verwendet werden, werden in der Praxis jedoch selten über 2 Zoll (50 DN) hinaus eingesetzt. Steckschweißverbindungen werden in der Regel nur bei Durchmessern bis zu 2 Zoll (50 DN) verwendet. Stumpfgeschweißte und geflanschte Verbindungen bieten mehr Flexibilität und können in einem breiten Durchmesserbereich verwendet werden.
2.5 Korrosion
Dies unterstreicht die Bedeutung der Auswahl geeigneter Verbindungsmethoden, die das Korrosionsrisiko minimieren und die langfristige Integrität der Rohrleitungsfertigung sichern. Im Laufe der Zeit können diese Spalten die Korrosion beschleunigen, was die Effizienz der Verbindung verringert und zu Ausfällen im Betrieb führen kann. Zusätzlich muss äußere Korrosion durch Umweltfaktoren wie Hitze in Wüstenregionen, Kälte in Alaska oder Feuchtigkeit in maritimen Umgebungen berücksichtigt werden. Dies unterstreicht die Bedeutung der Auswahl geeigneter Verbindungsmethoden, die das Korrosionsrisiko minimieren und die langfristige Integrität der Rohrleitungsfertigung sichern.
2.6 Verbindungstyp
Wenn ein Rohrstück mit einem Ventil oder einem Gerät verbunden wird und die Verbindung möglicherweise gelöst werden muss, sollte eine Flanschverbindung oder eine mechanische Kupplung verwendet werden. Eine geschweißte Verbindung ist in diesem Fall nicht geeignet, da sie dauerhaft ist. Ventile mit Top-Entry-Design, die Reparaturen und Wartung vor Ort ermöglichen, können vollständig in die Leitung eingeschweißt werden, wenn kein Ausbau erforderlich ist.
In Fällen, in denen Rohrverbindungen regelmäßig gelöst werden müssen, wie z. B. flexible Schlauchverbindungen zu festen Rohren, empfiehlt sich der Einsatz von Schnellkupplungen, um ein einfacheres und häufigeres Trennen und Wiederverbinden zu ermöglichen.
2.7 Wartung
Stumpfschweiß-, Muffenschweiß- und Schraubverbindungen erfordern in der Regel keine Wartung, es sei denn, es tritt ein Fehler in der Verbindung auf. Im Gegensatz dazu müssen bei temporären Flanschverbindungen die Dichtungen bei jeder Demontage ausgetauscht werden. Bei häufiger Demontage müssen möglicherweise auch die Schraubverbindungen ersetzt werden.
3. Geschweißte Verbindungen in Rohrleitungen
Schweißen ist eine kostengünstige Methode zur Verbindung metallischer Komponenten wie Rohr-zu-Rohr, Rohr-zu-Fitting oder Fitting-zu-Fitting, um eine zuverlässige Druckdichtung zu gewährleisten. Diese Verbindung kann durch zerstörungsfreie Prüfverfahren (ZfP) inspiziert und durch hydrostatische Prüfungen gemäß geltenden Normen überprüft werden.
3.1 Schweißen von Edelstahlrohren
Die korrosionsbeständigen Eigenschaften von Edelstahl beruhen auf dem Chromgehalt von über 12 % des Gewichts. Dieser Chromgehalt gewährleistet die Bildung einer durchgehenden und stabilen Schutzschicht. Edelstahl wird in drei Hauptgruppen unterteilt: austenitisch (300er-Serie), ferritisch, martensitisch (400er-Serie) und ferritisch-austenitisch (Duplex).
Zwei Hauptmethoden des Metallschweißens – Stumpfschweißen und Muffenschweißen – werden zur Verbindung von geraden Rohrstücken, Rohr zu Fitting oder Fitting zu Fitting verwendet. Jede Methode hat ihre eigenen Vor- und Nachteile, wie in Tabelle 1 dargestellt.
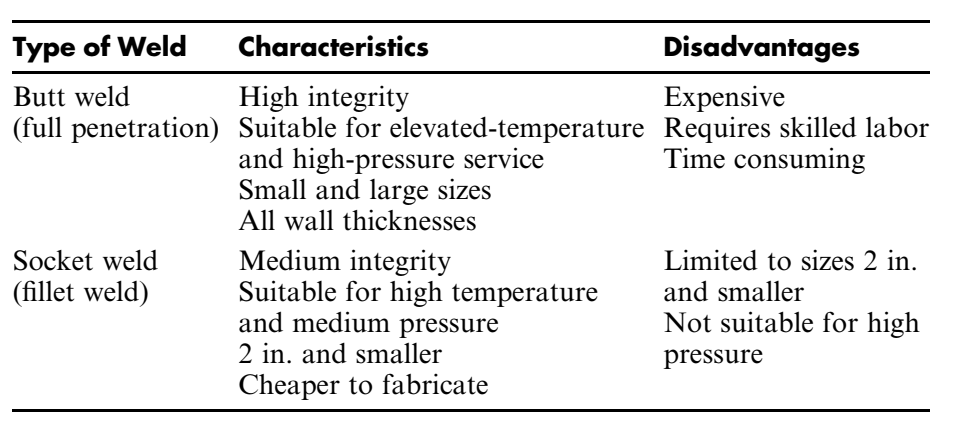
Tabelle 1: Vergleich von Stumpfschweißung und Muffenschweißung
3.2 Stumpfschweißung
Eine Stumpfschweißverbindung entsteht durch das Ausrichten zweier Rohrstücke oder Fittings mit passenden abgeschrägten Enden. Beide Enden werden fest in Position gehalten und gemäß einem spezifischen Schweißverfahren miteinander verschweißt. Die Schweißanweisung (WPS) enthält verschiedene Parameter wie:
- Rohrmaterial
- Durchmesser und Wandstärke
- Nahtvorbereitung
- Rohrlage (vertikal oder horizontal)
- Schutzgas für Rückspülung, falls erforderlich
- Vorwärm- und Zwischenlagentemperaturen
- Schweißverfahren
- Flussmittel und Schutzgas
- Elektrode und Zusatzwerkstoff
- Gasdurchflussrate und Düsendetails
- Schweißstrom (AC, DC, Polarität)
- Wärmenachbehandlung
- Kennzeichnung des Schweißers.
Es gibt drei Arten von Stumpfnähten:
- Vollpenetration
- mit Stützring
- mit schmelzbarem Stützring.
In der Öl- und Gasindustrie ist die Vollpenetration ohne Stützring am weitesten verbreitet. Wenn sie von qualifiziertem Personal gemäß der richtigen WPS ausgeführt wird, bietet diese Schweißart eine hohe Integrität und Druckbeständigkeit, wodurch sie sich ideal für zerstörungsfreie Prüfungen (ZfP) eignet.
3.2 Muffenschweißung
Zum Verbinden zweier gerade geschnittener Rohrstücke ist eine Muffenschweißkupplung erforderlich. Diese Kupplung ermöglicht das Einführen der beiden Rohrlängen in die Enden des Fittings, woraufhin zwei umlaufende Kehlnähte ausgeführt werden. Ein Spaltmaß von etwa 1,5 mm ist notwendig, um die Querdehnung des Rohrs bei Wärmeeinwirkung während des Schweißens auszugleichen. Dieser Spalt verhindert ein „Bottoming“, bei dem sich das Rohr ausdehnt und gegen den Boden der Muffe drückt. Das Weglassen des Spalts kann zu unnötigen Spannungen an der Verbindung während des Schweißens führen.
Muffenschweißverbindungen sind kostengünstig für Rohrdurchmesser bis ca. 2 Zoll (50 mm). Bei größeren Durchmessern wird die strukturell stabilere Stumpfschweißung zur besseren Option. Bei der Muffenschweißmethode sind zwei Kehlnähte und eine vollständige Kupplung erforderlich, um zwei Rohrstücke zu verbinden. Im Gegensatz dazu erfordert die Stumpfschweißung nur eine Vollpenetrationsnaht ohne zusätzliche Fittings, was zu einer Verbindung mit höherer Integrität führt.
4. Schweißtechniken für Rohrleitungen
Für die Rohrleitungsfertigung gibt es drei Methoden zur Ausführung von Schweißnähten. Das manuelle Schweißverfahren wird typischerweise sowohl in der Werkstatt als auch vor Ort eingesetzt. Im Gegensatz dazu werden halbautomatische und automatische Verfahren wegen ihrer Wiederholbarkeit bevorzugt in Fertigungswerkstätten eingesetzt, wo die Bedingungen besser kontrolliert werden können.
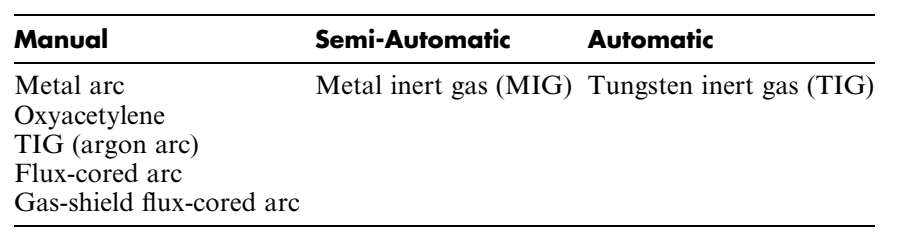
Tabelle 2: Schweißverfahren für Rohrleitungssysteme
4.1 Lichtbogenschweißen
Beim Lichtbogenschweißen, auch Elektrodenschweißen genannt, wird ein Lichtbogen zwischen einer abschmelzenden Elektrode und dem Grundmetall erzeugt. Die entstehende Hitze schmilzt sowohl das Grundmaterial als auch einen Teil der Elektrode, wodurch eine Schweißnaht entsteht, die aus beiden Materialien besteht. Um die Bildung schwächender Oxide in der Schweißnaht zu verhindern, sind die Elektroden ummantelt. Diese Umhüllung bildet eine Schlacke, die die Schweißnaht während des Abkühlens schützt und vor atmosphärischer Verunreinigung bewahrt.
Dieses Verfahren wird aufgrund seiner Einfachheit und Kosteneffizienz häufig für kleinere Kehlnähte verwendet. Für größere Kehlnähte und Stumpfnähte, die mehrere Lagen erfordern, ist es jedoch ungeeignet.
Die anhaltende Lichtbogenintensität kann bei dünnen Stahlteilen unter 1,5 mm zum Durchbrennen führen.Das Lichtbogenschweißen erfordert eine Stromquelle, eine abschmelzende Elektrode im Halter und einen gezündeten Lichtbogen. Für Rohrabschnitte unter 1,5 mm sollten das WIG-Schweißen oder das Autogenschweißen verwendet werden. Die beim Lichtbogenschweißen entstehende Schlacke muss nach dem Schweißen von der Naht entfernt werden.
Bei schwieriger Durchdringung kann die Kombination mehrerer Schweißverfahren eine Lösung sein. Beim Stumpfschweißen kleiner, dickwandiger Rohre lassen sich gute Ergebnisse erzielen, wenn die erste Lage mit WIG geschweißt und die restliche Naht mit dem kostengünstigeren Lichtbogenverfahren abgeschlossen wird.
4.2 Autogenschweißen
Beim Autogenschweißen wird ein Schweißbrenner verwendet, um Sauerstoff und Acetylen zuzuführen, die an der Düse gemeinsam verbrennen und eine sehr heiße Flamme erzeugen. Diese Flamme erhitzt und schmilzt die Kanten der Werkstücke und des Schweißzusatzes, der dann in das Schmelzbad eingebracht wird, um die Schweißnaht zu bilden.
Der Zusatzstab besteht in der Regel aus dem gleichen Material wie das Werkstück und liefert zusätzliche Masse für die Verbindung. Ein Flussmittel ist beim Autogenschweißen normalerweise nicht erforderlich; wird es dennoch eingesetzt, kann es als Paste auf die Werkstückkanten aufgetragen oder auf die Zusatzstäbe beschichtet werden.

Die Temperatur einer Autogenflamme ist niedriger als die eines Lichtbogens, was sie für dünnere Metallabschnitte geeignet macht. Die geringere Temperatur birgt jedoch auch das Risiko einer unzureichenden Verschmelzung zwischen der Schweißnaht und dem Werkstück.
4.3 Unterpulverschweißen
Das Unterpulverschweißen (UP-Schweißen) ist ein Schweißverfahren, das für seine hohe Qualität und außergewöhnlich hohe Abschmelzleistung bekannt ist. Bei diesem Verfahren wird ein körniges Flussmittel verwendet, das eine dicke Schicht bildet, Funkenflug und Spritzer verhindert und gleichzeitig als thermischer Isolator für eine tiefere Wärmeeinbringung dient. Das Unterpulverschweißen bietet eine bemerkenswerte Produktivität, etwa 4–10 Mal höher als das Lichtbogenhandschweißen (E-Hand-Schweißen).
4.4 Wolfram-Inertgasschweißen (WIG-Schweißen)
Das Wolfram-Inertgasschweißen (WIG) ist ein hochwertiges Schweißverfahren mit den folgenden Komponenten:
- Eine Stromquelle.
- Eine nicht abschmelzende Elektrode, meist aus Wolfram.
- Eine Schutzgaszufuhr, üblicherweise Argon oder Helium.
- Ein Schweißzusatzstab, meist aus dem gleichen Material wie das Grundmaterial.
- Ein gezündeter Lichtbogen.
Die Wolframelektrode ist zentral in einem düsenförmigen Halter positioniert, durch den Schutzgas mit kontrollierter niedriger Geschwindigkeit strömt. Dies schützt den Schweißbereich vor atmosphärischer Verunreinigung.
Als Schutzgase kommen Argon, Argon/Wasserstoff und Argon/Helium zum Einsatz. Helium wird häufig beigemischt, um die Wärmeeinbringung zu erhöhen und die Schweißgeschwindigkeit zu steigern. Wasserstoffzusätze führen zu optisch saubereren Nähten, können aber Porosität oder Wasserstoffrisse verursachen.
Die durch den Lichtbogen erzeugte Hitze schmilzt die Kanten der Werkstücke und des Zusatzmaterials. Dies bildet ein Schmelzbad, das beim Abkühlen zur Schweißnaht erstarrt. Da das Schutzgas den Schweißbereich abschirmt, ist bei diesem Verfahren kein Flussmittel erforderlich. Dies ist besonders vorteilhaft beim Schweißen von korrosionsbeständigen Legierungen (CRA), da wirksame Flussmittel oft korrosiv wirken. Falls ein Zusatzdraht erforderlich ist, wird er separat in das Schmelzbad eingebracht.
4.5 Metall-Inertgasschweißen (MIG-Schweißen)
Das Metall-Inertgasschweißen (MIG) ist ein hochwertiges Schweißverfahren mit hoher Abschmelzleistung. Dabei brennt ein Lichtbogen zwischen einem dünnen, blanken Metalldraht als Elektrode und dem Werkstück, wobei der Schweißbereich durch ein Schutzgas wie Argon, Helium, Kohlendioxid oder ein Gasgemisch abgeschirmt wird. Der Lichtbogen reguliert sich selbst – Änderungen der Lichtbogenlänge durch den Schweißer führen zu einer entsprechenden Anpassung der Abschmelzrate.
Desoxidationsmittel in der Elektrode verhindern die Oxidation im Schmelzbad. Dies ermöglicht mehrere Schweißlagen. Obwohl dem WIG-Schweißen ähnlich, verwendet das MIG-Verfahren eine abschmelzende blanke Drahtelektrode aus materialgleichem Werkstoff. Es handelt sich um ein halbautomatisches Verfahren mit kontinuierlicher Drahtzufuhr von einer Spule.
Für das MIG-Schweißen werden eine Stromquelle, ein Generator, eine abschmelzende Elektrode mit Vorschubmotor, eine Schutzgaszufuhr und eine Schweißpistole benötigt. Wie beim WIG-Schweißen wird auch beim MIG-Verfahren kein Flussmittel benötigt.
Als Schutzgase kommen Argon, Argon mit 1–5 % Sauerstoff, Argon mit 3–25 % CO₂ und Argon mit Helium in Frage. Reines CO₂ kann in bestimmten MIG-Verfahren eingesetzt werden, kann jedoch die mechanischen Eigenschaften der Naht beeinträchtigen. Aufgrund der höheren Lichtbogentemperatur eignet sich MIG-Schweißen für Materialien ab 3 mm Dicke.
Ein Vorteil des MIG-Schweißens gegenüber dem WIG-Verfahren ist die nahezu doppelte Schweißgeschwindigkeit.
5. Wärmebehandlung von geschweißten Rohrleitungen
Abhängig vom Schweißverfahren können zwei zusätzliche Wärmebehandlungen erforderlich sein, um den Normanforderungen zu entsprechen: Vorwärmen und Nachwärmebehandlung.
- Beim Vorwärmen wird das Werkstück vor dem Schweißen erhitzt. Dabei wird das Werkstück auf eine bestimmte Temperatur (gemäß Normen wie ASME B31.3) erhitzt und anschließend wieder abgekühlt.
- Eine Nachwärmebehandlung kann erforderlich sein, um die ursprüngliche metallurgische Struktur wiederherzustellen oder Spannungen durch ungleichmäßiges Abkühlen abzubauen. In bestimmten Fällen ist die Nachwärmebehandlung gemäß den Vorschriften verpflichtend. Idealerweise erfolgt die Nachwärmebehandlung in einem Ofen, der eine präzise Steuerung von Temperatur, Temperaturverlauf und Abkühlgeschwindigkeit ermöglicht. Es gibt jedoch Situationen, in denen dies nicht möglich ist und die Schweißnähte vor Ort nachbehandelt werden müssen. In solchen Fällen werden mobile Heizelemente eingesetzt, um die erforderlichen Temperaturbedingungen zu erreichen.
6. Zerstörungsfreie Prüfung (NDE) von Rohrleitungsfertigungen
Die zerstörungsfreie Prüfung gewährleistet die Integrität der ausgeführten Schweißnähte, sodass ihre mechanische Festigkeit der des Grundrohres entspricht oder sie übertrifft. Um das Ausfallrisiko zu minimieren, ist ein Prüfplan mit verschiedenen zerstörungsfreien Prüfmethoden unerlässlich. Die zerstörungsfreie Prüfung bewertet eine Schweißnaht, ohne sie physisch zu beschädigen oder ihre Dichtfähigkeit zu beeinträchtigen. Es stehen verschiedene Verfahren zur Verfügung, die sich in Kosten und Genauigkeit unterscheiden. Diese Prüfungen müssen von qualifiziertem Personal durchgeführt werden, das die Ergebnisse interpretieren und entsprechende Maßnahmen ergreifen kann:
- Visuelle Inspektion: Zur Erkennung von Oberflächenrissen bei allen Materialien.
- Magnetpulverprüfung: Zur Risserkennung an der Oberfläche von Kohlenstoffstahl und anderen magnetischen Metallen.
- Farbeindringprüfung: Zur Erkennung von Oberflächenrissen bei nichtmagnetischem Edelstahl und anderen nichtmagnetischen Metallen.
- Röntgenprüfung: Zur Oberflächen- und Durchstrahlungsprüfung von Metallen.
- Ultraschallprüfung: Zur Oberflächen- und Durchschallungsprüfung von Metallen.
Alle zerstörungsfreien Prüfungen müssen vor dem hydrostatischen Test der Rohrleitungsfertigung sowie vor dem Lackieren oder Isolieren erfolgen. Dies ermöglicht die Reparatur und erneute Prüfung unbehandelter Rohre, falls eine Schweißnaht die Prüfung nicht besteht, bevor lackiert oder isoliert wird.
Je nach Betriebsmedium, Material, Temperatur, Druck und Einbauort sind bei unterschiedlichen Rohrleitungssystemen unterschiedliche Prüfarten und -umfänge erforderlich.
6.1 Sichtprüfung
Die Sichtprüfung ist die einfachste und kostengünstigste Methode. Alle Schweißnähte müssen mit dem bloßen Auge oder einer Lupe auf Unregelmäßigkeiten untersucht werden. Eine gründliche Reinigung aller Oberflächen vor der Inspektion ist unerlässlich. Diese Methode beschränkt sich auf das Erkennen von Oberflächenfehlern. Wird ein Mangel festgestellt, sind weitere Prüfverfahren erforderlich, um dessen Ausmaß zu bestimmen.
Selbst wenn genauere Prüfmethoden vorgesehen sind, sollte immer eine Sichtprüfung durchgeführt werden. Zeigt die Sichtprüfung Mängel, kann die Untersuchung gezielt auf den betroffenen Bereich ausgeweitet werden. Die Sichtprüfung dient als erster Schritt, um offensichtliche Probleme für weitere Untersuchungen zu erkennen.
6.2 Magnetpulverprüfung
Die Magnetpulverprüfung (MPE) dient der Erkennung von Oberflächenrissen in ferromagnetischen Materialien wie Kohlenstoffstahl. Austenitisch-chromhaltiger Edelstahl ist nur schwach magnetisch und daher für diese Prüfung nicht geeignet. Die MPE ist besonders effektiv bei der Erkennung feiner Risse, die mit bloßem Auge nicht sichtbar sind.
Dabei wird die zu untersuchende Schweißnaht mit einem Elektromagneten magnetisiert. Anschließend werden feine magnetische Partikel, wie Eisen oder magnetisches Eisenoxid, auf die Oberfläche aufgetragen. Die Partikel sammeln sich an den Rändern von Oberflächenrissen, wodurch diese sichtbar werden. Diese Methode eignet sich gut zur Erkennung kleinster Risse, die mit bloßem Auge schwer zu erkennen sind.
6.3 Farbeindringprüfung
Die Farbeindringprüfung (LPE) wird bei nichtmagnetischen Metallen wie austenitisch-chromhaltigem Edelstahl angewendet. Dabei wird eine farbige Eindringflüssigkeit auf die Oberfläche aufgetragen. Die Flüssigkeit dringt in vorhandene Oberflächenfehler ein; überschüssige Flüssigkeit wird anschließend entfernt. Nach dem Trocknen wird die Schweißnaht inspiziert, und vorhandene Mängel erscheinen als sichtbare Farbreste. Die LPE ist besonders nützlich zur Erkennung von Oberflächenfehlern bei Materialien, die nicht magnetisch geprüft werden können.
6.4 Röntgenprüfung
Die Röntgenprüfung (RT) ist ein äußerst wertvolles zerstörungsfreies Prüfverfahren. Sie kann Fehler unter der Oberfläche erkennen, die mit bloßem Auge nicht sichtbar sind. Ursprünglich mit Röntgenstrahlen durchgeführt, werden heute tragbare radioaktive Isotope zur Erzeugung von Gammastrahlen verwendet. Strahlenquellen sind grundsätzlich gefährlich, daher ist eine längere Exposition unbedingt zu vermeiden. Deshalb müssen Techniker bei der Durchführung strenger Sicherheitsmaßnahmen zum Personenschutz beachten.
Bei der Röntgenprüfung wird ein Film auf einer Seite der Schweißnaht platziert, während die andere Seite bestrahlt wird. Wenn die Strahlung die Schweißnaht durchdringt, erscheinen Unregelmäßigkeiten als dunkle Schatten auf dem belichteten Film. Fehlerfreie Bereiche erscheinen gleichmäßig und hell. Folgende Fehler können erkannt werden:
- Risse (Oberflächen- und Innenrisse)
- Hohlräume unter der Oberfläche durch Oxidfilme
- Bindefehler
- Eingeschlossene Schlacke oder Fremdstoffe
- Lunker (Gasporen)
Jedes Röntgenbild wird mit der Schweißnahtnummer versehen und enthält die Namen des Röntgentechnikers und des Prüfers. Da Röntgenbilder interpretiert werden müssen, ist es entscheidend, dass das Personal entsprechend qualifiziert ist.
6.5 Ultraschallprüfung
Ultraschallwellen (UT) mit einer Frequenz von 500 bis 5000 kHz werden als schmaler Strahl auf das Ziel gerichtet. Trifft der Strahl auf eine Metalloberfläche mit einem Fehler, wird er reflektiert und von einem Empfänger erfasst. Die Zeit, die das Echo für die Rückkehr benötigt, dient zur Bestimmung der Weglänge der Wellen.
Die Ultraschallprüfung kann bei korrekter Anwendung eine Genauigkeit erreichen, die mit der Röntgenprüfung vergleichbar ist. Ein wesentlicher Vorteil der Ultraschallprüfung ist die Tragbarkeit der Ausrüstung. Dadurch eignet sich die UT besonders für schwer zugängliche Schweißnähte oder Vor-Ort-Prüfungen. Die Möglichkeit, das Gerät zum Schweißort zu bringen, erhöht die Flexibilität und den Komfort bei der Durchführung von Prüfungen.
7. Flanschverbindungen in Rohrleitungen
Das Verbinden zweier Rohrstücke über metallische Flanschverbindungen ist eine gängige Methode in der Rohrfertigung. Die wesentlichen Komponenten für diese Verbindung sind:
- Two Metal Flanges: These flanges can be made from various materials such as carbon steel, stainless steel, cast iron, Inconel, etc. Die Materialwahl hängt von Faktoren wie dem Medium, der Temperatur und dem Druck ab.
- Ein Satz Schrauben: Die Schrauben verbinden die beiden Flansche miteinander. Das Schraubenmaterial kann variieren, z. B. Kohlenstoffstahl, niedriglegierter Stahl oder Edelstahl.
- Eine Dichtung: Sie sorgt für die Abdichtung zwischen den Flanschen und verhindert Leckagen. Dichtungen bestehen aus unterschiedlichen Materialien, z. B. Gummi, Graphit, Teflon, Spiralwickeldichtungen oder Metallringen.
Die metallische Flanschverbindung besteht aus zwei zusammengefügten Flanschflächen mit gleichmäßig verteilten Schrauben und in der Regel einer dazwischenliegenden Dichtung. In Ausnahmefällen kann auf eine Dichtung verzichtet werden.
Die Abdichtung erfolgt durch Druckkraft beim Anziehen der Schrauben, wobei die Dichtung zwischen den Flanschen eingespannt ist. Diese Verbindung kann durch Lösen der Schrauben demontiert werden, gilt jedoch nicht als dauerhaft. In der Praxis bleiben solche Verbindungen jedoch oft über viele Jahre bestehen.
Flansche müssen eine definierte Dichtfläche aufweisen, die eine der folgenden Ausführungen sein kann:
- Flachflansch (FF): Die Oberfläche ist plan bearbeitet und benötigt eine vollflächige Dichtung zur Abdichtung.
- Hochdruckflansch (RF): Die Oberfläche ist stufenförmig erhaben. Für die Abdichtung wird meist eine Spiralwickeldichtung verwendet.
- Ring-Joint-Flansch (RTJ): Dieser Flansch besitzt eine umlaufende Nut und verwendet eine ovale oder achteckige Ringdichtung zur Abdichtung.
7.1 Vorschweißflansche
Die Abmessungen und das Design des Vorschweißflansches werden gemäß den Anforderungen relevanter Normen wie ASME B16.5 oder ASME B16.47 berechnet. Der Vorschweißflansch besteht aus einem Flanschring mit genormter Bohrung für Schrauben. Diese richten sich nach Nennweite und Druckstufe. Eine Seite ist so bearbeitet, dass sie mit einem anderen Flansch verbunden werden kann. Die andere Seite hat einen konischen Hals mit Schweißfase zum Anschluss an ein Rohr mit gleichem Durchmesser.
Zum Verbinden mit dem Rohr ist eine umlaufende Schweißnaht erforderlich. Diese Stumpfnaht hat eine hohe Integrität und kann visuell oder mit zerstörungsfreien Prüfverfahren kontrolliert werden. Zudem wird sie einer hydrostatischen Druckprüfung unterzogen.
Vorschweißflansche werden in der Regel aus Schmiedestücken gefertigt. Dies gewährleistet gleichmäßige Gefügeeigenschaften im gesamten Bauteil. Trotz höherer Kosten gelten Vorschweißflansche als bevorzugte Verbindungsart, insbesondere bei hohem Druck, hohen Temperaturen und wechselnden Belastungen. Auch bei niedrigeren Druck- und Temperaturanforderungen finden sie häufig Verwendung.
7.2 Muffenschweißflansch
Der Muffenschweißflansch wird nach den Standardabmessungen gemäß ASME B16.5 gefertigt. Der Flansch besteht aus einer gebohrten Flanschscheibe mit einer bearbeiteten Dichtfläche auf der einen Seite und einer Muffe auf der anderen Seite, in die das Rohr eingeführt wird. Ähnlich wie Vorschweißflansche bestehen Muffenschweißflansche in der Regel aus Schmiedestahl. Der Flansch und das Rohr werden durch eine umlaufende Kehlnaht miteinander verbunden. Dies ist wirtschaftlicher als eine Stumpfschweißverbindung. Allerdings gilt sie als weniger leistungsfähig und wird daher üblicherweise bei Nennweiten bis 2 Zoll eingesetzt. Sie wird bei Umgebungstemperaturen und mittleren Temperaturen in den Klassen ASME B16.5 150 lb und 300 lb verwendet.
Es ist wichtig zu beachten, dass der Einsatz von Muffenschweißflanschen in Prozesssystemen auf Versorgungsleitungen für Luft und Wasser beschränkt ist. Diese Einschränkung beruht häufig auf der Dichtheit der Verbindung und den spezifischen Anforderungen des Systems.
7.3 Gewindeflansch
Gewindeflansche und Muffenschweißflansche weisen eine sehr ähnliche Bauweise auf. Bei Gewindeflanschen wird jedoch anstelle einer Muffe ein kegeliges Innengewinde (NPT) eingeschnitten. So kann ein Rohr mit passendem Außengewinde in den Flansch eingeschraubt werden. Da diese Verbindung kein Schweißen erfordert, ist sie kostengünstiger und schneller auszuführen als Stumpf- oder Muffenschweißverbindungen.
Es ist zu beachten, dass Gewindeverbindungen die geringste Dichtheit aufweisen und hauptsächlich für Versorgungsleitungen verwendet werden. Mangels Schweißverbindung beschränkt sich die zerstörungsfreie Prüfung (ZfP) auf Sichtprüfungen. Auf die Sichtprüfung folgt eine hydrostatische Druckprüfung. Bei Undichtigkeiten kann das System abgeschaltet und die Gewindeverbindung nachträglich verschweißt werden. Dadurch wird sie praktisch zu einem Muffenschweißflansch umgewandelt. Diese Umwandlung führt zu einer sichereren und zuverlässigeren Verbindung.
7.4 Einschweißflansch
Ein Einschweißflansch ist im Wesentlichen eine gebohrte Flanschscheibe mit einer zentrischen Öffnung. Bei diesem Flanschtyp wird das Rohr vor dem Schweißen in den Flansch eingeschoben. Die Verbindung erfolgt durch eine äußere umlaufende Kehlnaht oder zwei Kehlnähte – außen und innen an der Flanschfläche.
Diese Verbindungsart ist in der Regel wirtschaftlicher als der Vorschweißflansch, insbesondere bei kleineren Nennweiten. Allerdings weist sie eine geringere mechanische Festigkeit auf. Daher werden Einschweißflansche hauptsächlich für Versorgungsleitungen bei Umgebungstemperatur und niedrigem Druck verwendet. Die entsprechenden Regelwerke sind häufig ASME 150 lb und 300 lb.
7.5 Losflanschverbindung
Eine Losflanschverbindung besteht auf jeder Seite aus zwei Komponenten: einem Stutzenende und einem losen Flansch. Das Stutzenende wird mit dem Rohr stumpf verschweißt, während der lose Flansch über dessen Außendurchmesser geschoben wird. Im Gegensatz zu anderen Flanschtypen wird der lose Flansch nicht mit dem Rohr verschweißt. Er kann gedreht werden, was sich während der Montage als vorteilhaft erweist.
Diese Verbindung ist zwar nicht so stabil wie ein Vorschweißflansch, aber fester als Gewinde-, Muffenschweiß- oder Einschweißverbindungen. Allerdings ist sie in der Regel kostspieliger. Sie erfordert eine vollständige Stumpfschweißung und zwei separate Bauteile.
Wissenszentrum

