
Novelty Steel est un fabricant possédant d’excellentes compétences et une grande expérience dans la fabrication de tuyauteries pour les applications en Acier au Carbone et en Acier Inoxydable.
Un système de tuyauterie, similaire à un réseau d’artères, est essentiel pour le mouvement du fluide de procédé au sein d’une usine. Il relie diverses pièces d’équipement nécessaires au raffinage des produits.
Table des matières
1. Introduction
Pour gérer le débit et changer sa direction, les tuyaux sont assemblés avec divers composants, vannes et équipements de procédé, formant un système complet. L'ingénieur en tuyauterie dispose d'un éventail de choix pour sélectionner les méthodes d'assemblage appropriées pour un système de tuyauterie de procédé spécifique. Certains joints au sein d'un système de tuyauterie sont :
- À bride (ou Bride)—utilisant des brides à collerette à souder, à emboîtement à souder, vissées, à recouvrement.
- Soudure bout à bout—utilisant une soudure à pleine pénétration.
- Soudure à emboîtement—utilisant une soudure d'angle (ou soudure à congé) avec des raccords à emboîtement à souder.
- Vissé—utilisant des raccords vissés.
- Raccords à moyeu—utilisant des moyeux et colliers propriétaires.
- Raccord mécanique—raccords de type Victaulic.
- Brasé (ou Soudé à l'étain)
Toutes les méthodes de raccordement de tuyaux présentent un potentiel de fuites, il est donc crucial de choisir soigneusement les matériaux et les niveaux d'inspection pour minimiser la perte de fluide en service. Le type de joint doit être étanche pour toute la durée de vie de l'usine. Les facteurs à considérer comprennent :
- Le type de fluide de procédé, y compris sa toxicité et sa viscosité.
- La plage de température de conception.
- La pression de conception.
- La résistance mécanique du matériau de base, comme la résistance à la traction et la capacité d'élasticité (ou limite d'élasticité).
- La taille et le poids des composants.
- Les risques d'érosion et de corrosion.
- Si le joint est destiné à un usage permanent ou temporaire, et si un dégagement rapide est nécessaire.
- La qualité de la main-d'œuvre disponible.
- Les coûts impliqués.
- La maintenabilité et la fiabilité du joint.
- La durée de vie prévue de l'usine.
- La capacité à gérer les vibrations.
- Les impacts externes potentiels des personnes, véhicules, etc.
- La facilité de fabrication ou de montage.
- La disponibilité des matériaux et composants nécessaires.
Bien que la liste de contrôle pour la sélection des matériaux d'assemblage de tuyaux soit longue, les quatre premiers points disqualifient souvent immédiatement de nombreux matériaux. De plus, de nombreux systèmes de tuyauterie utilisent divers types d'assemblage pour répondre aux besoins spécifiques de l'usine.
2. Sélection des Joints pour la Tuyauterie
2.1 Type de Fluide de Procédé
Vous trouverez ci-dessous les 3 principaux types de fluides qui sont transportés ;
- Procédé dangereux—voir ASME 31.3, Catégorie M.
- Procédé non dangereux—voir ASME B31.3, service de fluide normal (SFN).
- Service utilitaire—voir ASME 31.3, Catégorie D.
Pour les fluides de procédé comme l'ammoniac et les acides concentrés, qui sont dangereux, même des fuites mineures présentent des risques importants pour le personnel et l'usine. Dans de tels cas, le joint de tuyauterie le plus efficace est priorisé par rapport aux considérations de coût. Le choix privilégié est la soudure bout à bout car c'est l'option la plus fiable avec la plus faible probabilité de défaillance. Cette fiabilité est encore améliorée par la mise en œuvre d'un régime d'inspection strict.
2.2 Pression et Température
- Les joints à bride ont l'intégrité la plus faible parmi les joints de tuyauterie et sont utilisés pour établir la limite supérieure de conception d'un système de tuyauterie. Selon la norme ASME B16.5 pour les brides en acier, il existe des pressions de conception internes maximales admissibles spécifiées pour différents matériaux dans une classe de tuyauterie donnée à diverses températures. La pression interne admissible diminue à mesure que la température augmente.
- Les joints soudés bout à bout ont l'intégrité la plus élevée parmi les joints de tuyauterie. Une soudure bout à bout à pleine pénétration qui a été inspectée par ultrasons (UT) est souvent considérée comme garantie sans fuite. D'autres méthodes d'examen non destructif (END) comme l'examen par magnétoscopie (MPE) ou l'examen par ressuage (LPE), viennent après l'UT en termes de fiabilité.
- Les systèmes de tuyauterie qui transportent des fluides toxiques ou qui fonctionnent sous des pressions et températures extrêmement élevées subissent 100%UT. Pour les systèmes de tuyauterie transportant des fluides toxiques, des joints de tuyauterie à haute intégrité tels que les soudures bout à bout sont requis en raison de leur fiabilité supérieure.
- L'END est effectué avant l'essai hydrostatique d'une fabrication de tuyauterie. Une fois qu'un essai hydrostatique est réalisé avec succès à 1,5 fois la pression de conception, toutes les soudures sont réputées avoir l'intégrité la plus élevée.
- Les raccords à souder à emboîtement, bien que n'étant pas des soudures à pleine pénétration, sont considérés comme appropriés pour manipuler des fluides de procédé par la plupart des opérateurs. Pour une assurance supplémentaire, ceux-ci peuvent également être soumis à des méthodes d'END telles que le RT (Contrôle Radiographique), le MPE ou le LPE. Cependant, une attention particulière est requise pour l'ajustement (ou montage) des raccords à souder à emboîtement. Il est important de laisser un jeu (ou espace) au fond de l'emboîtement femelle pour éviter le « fondage » (ou « butée ») pendant le soudage, lorsque la chaleur provoque l'expansion du métal.
- Les raccords vissés ne sont pas conseillés pour les conditions impliquant à la fois une température élevée et une pression élevée, ou là où il y a des vibrations. Bien que capables de contenir une pression moyenne à élevée, leur intégrité inférieure amène de nombreux opérateurs à limiter leur utilisation aux systèmes de tuyauterie utilitaire comme les conduites d'air, d'eau et d'azote.
2.3 Compatibilité des Matériaux
Le matériau choisi pour un joint de tuyauterie doit être mécaniquement et chimiquement compatible avec le tuyau qui transporte le fluide. Dans les cas où le soudage est nécessaire, les matériaux à assembler doivent également être chimiquement compatibles pour assurer une soudure correcte. De plus, le matériau du joint doit avoir des caractéristiques de résistance à la corrosion très similaires à celles du tuyau parent, en tenant compte à la fois du fluide interne et de l'environnement externe.
Dans des industries comme l'agroalimentaire et la pharmacie, le matériau d'assemblage doit être sélectionné de manière à ce qu'il ne contamine pas le fluide de procédé.
Le soudage de matériaux ayant des compositions chimiques différentes est réalisable, à condition qu'il n'y ait aucun risque de corrosion galvanique. Cela nécessite une procédure de soudage correcte et une exécution par un technicien qualifié pour garantir l'intégrité et la sécurité du joint.
2.4 Dimension
Le choix des joints peut être influencé par le diamètre extérieur du tuyau. Les raccords vissés, par exemple, peuvent être utilisés pour des diamètres allant jusqu'à 4 pouces (100 DN), mais en pratique, ils sont rarement utilisés au-delà de 2 pouces (50 DN). Les raccords à souder à emboîtement ne sont généralement employés que pour des diamètres allant jusqu'à 2 pouces (50 DN). D'autre part, les joints soudés bout à bout et à bride offrent une plus grande flexibilité et peuvent être utilisés dans une large gamme de diamètres, à partir de 1/2 pouce ($13 DN) et s'étendant aussi haut que cela est réalisable.
2.5 Corrosion
Lorsqu'ils sont raccordés, les joints de tuyaux vissés peuvent créer de petites fissures (ou crevasses) ce qui n'est pas conseillé pour certains fluides de procédé dans des conditions de pression ou de température extrêmes. Avec le temps, ces fissures peuvent accélérer la corrosion ce qui diminue l'efficacité du joint et peut potentiellement provoquer une défaillance en service. De plus, la corrosion externe due à des facteurs environnementaux tels que les conditions chaudes dans le désert, les conditions froides en Alaska ou les conditions humides dans les environnements marins doit être prise en considération. Ceci souligne l'importance de sélectionner des méthodes d'assemblage appropriées qui minimisent le risque de corrosion et assurent l'intégrité à long terme de la fabrication de tuyauterie.
2.6 Type de Raccordement
Lors du raccordement d'un tuyau à une vanne ou à un équipement, et qu'il existe une possibilité que le joint doive être rompu pour retirer l'élément, un joint à bride ou un raccord mécanique doit être utilisé. Un joint soudé n'est pas approprié dans ce scénario car c'est un raccordement permanent. Les vannes conçues pour un accès par le haut, permettant des réparations et une maintenance in situ, peuvent être intégralement soudées à la ligne si elles ne nécessitent pas d'être retirées.
Cependant, dans les situations où les raccordements de tuyaux sont régulièrement rompus, comme les raccords de flexibles à des tuyaux rigides, il est recommandé d'utiliser des alternatives à dégagement rapide pour faciliter une déconnexion et une reconnexion plus faciles et plus fréquentes.
2.7 Maintenance
L'entretien des soudures bout à bout, des soudures à emboîtement et des raccords vissés est généralement inutile sauf en cas de défaillance du joint. En revanche, les joints à bride temporaires nécessitent un remplacement des joints (ou des garnitures) chaque fois que le joint est démonté. Si un tel démontage est fréquent, il peut également nécessiter le remplacement de la boulonnerie.
3. Joints Soudés dans la Tuyauterie
Le soudage fournit un moyen économique d'assembler des composants métalliques, y compris tuyau à tuyau, tuyau à raccord, ou raccord à raccord, afin d'établir un joint sous pression fiable. L'inspection de ce joint peut être effectuée par examen non destructif (END), et il peut subir un essai hydrostatique pour satisfaire aux codes et normes applicables.
3.1 Soudage de Tuyaux en Acier Inoxydable
Les propriétés de résistance à la corrosion de l'acier inoxydable sont attribuées à la présence de chrome en quantités supérieures à 12% en poids. Ce niveau de chrome assure la formation d'une couche protectrice continue et stable. L'acier inoxydable est classé en trois groupes principaux : austénitique (série 300), ferritique, martensitique (série 400), et ferritique-austénitique (duplex).
Deux méthodes principales de soudage métallique, le soudage bout à bout et le soudage à emboîtement, sont utilisées pour connecter des longueurs droites de tuyaux en acier, tuyau à raccord, ou raccord à raccord. Chaque méthode a son propre ensemble d'avantages et d'inconvénients, comme indiqué dans le Tableau 1 ci-dessous.
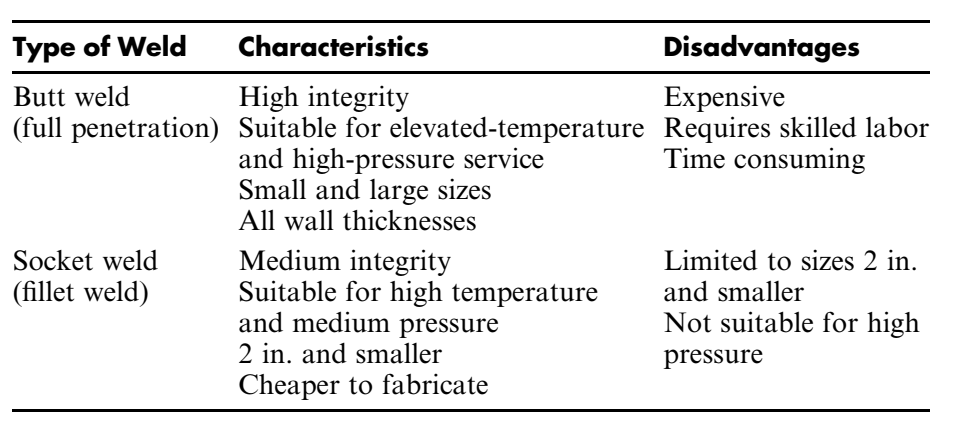
Tableau 1 : Comparaison de la Soudure Bout à Bout et de la Soudure à Emboîtement
3.2 Soudure Bout à Bout
Un joint soudé bout à bout est créé en alignant deux morceaux de tuyau ou de raccords avec des extrémités biseautées (ou chanfreinées) assorties. Les deux extrémités sont solidement fixées en position et elles sont soudées ensemble selon une procédure de soudage spécifique. Le descriptif de mode opératoire de soudage (DMOS) inclut divers paramètres tels que ;
- le matériau du tuyau
- le diamètre et l'épaisseur de paroi
- la préparation du joint
- la position du tuyau (verticale ou horizontale)
- le gaz de balayage à l'envers (ou gaz de purga) si applicable
- les températures de préchauffage et entre passes
- le type de procédé de soudage
- le flux et le gaz de protection
- l'électrode et le matériau d'apport
- le débit de gaz et les détails de la buse
- le courant de soudage (ca, cc, polarité)
- le traitement thermique post-soudage
- l'identification du soudeur.
Il existe trois types de soudures bout à bout ;
- à pleine pénétration
- avec un anneau support (ou bague support)
- avec un anneau support fusible.
Le plus courant dans l'industrie pétrolière et gazière est la soudure bout à bout à pleine pénétration sans anneau support. Lorsqu'elle est réalisée par du personnel qualifié suivant le DMOS correct, ce type de soudure assure des caractéristiques de haute intégrité et de rétention de pression ce qui la rend appropriée pour l'examen non destructif (END) pour une assurance supplémentaire.
3.2 Soudure à Emboîtement
Pour connecter deux morceaux de tuyau coupés d'équerre, un raccord à souder à emboîtement est nécessaire. Ce raccord permet l'insertion des deux longueurs de tuyau dans les extrémités du raccord, avec la réalisation ensuite de deux soudures d'angle circonférentielles. Un jeu à la racine d'environ 1,5 mm est essentiel pour accommoder la dilatation latérale du tuyau lorsque de la chaleur est appliquée pendant le processus de soudage.
La présence de ce jeu empêche le « fondage » (ou « butée »), une situation où le tuyau se dilate et appuie contre la base de l'emboîtement. L'omission du jeu peut entraîner l'application d'une force inutile sur le joint pendant le soudage.
Les joints soudés à emboîtement sont économiques pour des tailles allant jusqu'à environ 2 pouces(50 mm}. Au-delà de cette taille, la soudure bout à bout structurellement plus saine devient une option viable. Lorsque l'on utilise la méthode de soudure à emboîtement pour assembler deux morceaux de tuyau, deux soudures d'angle et un raccord complet sont requis. En revanche, la méthode de soudure bout à bout n'implique qu'une seule soudure à pleine pénétration sans avoir besoin de raccords supplémentaires ce qui résulte en une soudure de plus haute intégrité.
4. Techniques de Soudage de Tuyauterie
Pour la fabrication de tuyauterie, il existe trois méthodes d'application d'une soudure. La méthode de soudage manuelle est généralement employée pour les travaux en atelier et sur site. En revanche, les méthodes semi-automatiques et automatiques sont utilisées pour leurs processus répétitifs, ce qui les rend bien adaptées aux ateliers de fabrication où les conditions peuvent être contrôlées plus efficacement.
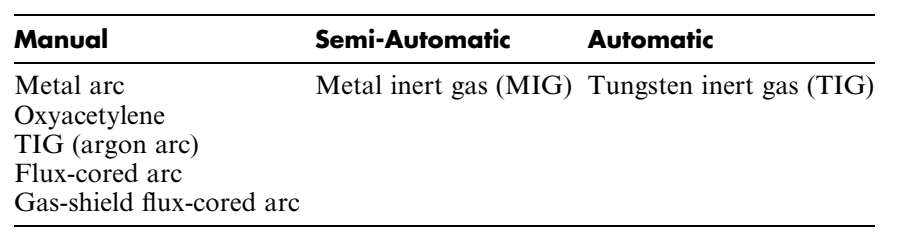
Tableau 2 : Méthodes de soudage des systèmes de tuyauterie
4.1 Soudage à l'Arc Métallique
Le soudage à l'arc métallique, également connu sous le nom de soudage à l'électrode enrobée, implique la création d'un arc entre une tige métallique consommable (électrode) et le métal de base (pièce à souder et les pièces métalliques à souder). La chaleur générée fait fondre le métal de base et une partie de l'électrode, ce qui donne un métal de soudure composé des deux matériaux. Pour empêcher la formation d'oxydes affaiblissants dans la soudure, les électrodes sont enrobées. Cet enrobage crée un laitier qui protège la soudure pendant le refroidissement et empêche la contamination atmosphérique.
Cette méthode est largement utilisée pour les soudures d'angle plus petites en raison de sa simplicité et de son rapport coût-efficacité. Cependant, elle n'est pas adaptée aux soudures d'angle et soudures bout à bout plus grandes, qui nécessitent plusieurs passes.
Le soudage à l'arc métallique nécessite une source d'alimentation, une électrode consommable dans un porte-électrode et un arc amorcé. L'intensité soutenue de l'arc peut entraîner un « perçage » (ou « brûlage ») lors du soudage de sections d'acier plus minces de moins de 1,5 mm. Pour les sections de tuyaux inférieures à 1,5 mm, le soudage TIG ou le soudage oxyacétylénique doit être utilisé. Le laitier produit pendant le soudage à l'arc métallique doit être retiré du cordon de soudure après le soudage.
Dans les cas où la pénétration est difficile, combiner plusieurs méthodes de soudage est une option. Pour le soudage bout à bout de petits tuyaux à parois épaisses, des résultats satisfaisants peuvent être obtenus en utilisant le soudage TIG pour la passe de pénétration et en complétant le reste de la soudure avec la méthode à l'arc métallique plus économique.
4.2 Soudage Oxyacétylénique
Dans le soudage oxyacétylénique, un chalumeau est utilisé pour alimenter en oxygène et acétylène, et ces gaz mélangés sont brûlés simultanément à la buse, produisant une flamme intensément chaude. Cette flamme est utilisée pour chauffer et faire fondre les bords des pièces à souder et la tige d'apport (ou baguette d'apport), qui est ensuite déposée dans le bain de fusion pour créer le métal de soudure.
La tige d'apport est généralement composée du même matériau que la pièce à souder, fournissant une masse supplémentaire pour former le joint. Le flux (ou décapant) n'est généralement pas requis pour le soudage oxyacétylénique, mais s'il est utilisé, il peut être appliqué sous forme de pâte sur les bords des pièces ou enrobé sur les tiges d'apport.

La température d'une flamme oxyacétylénique est inférieure à celle d'un arc ce qui la rend appropriée pour les sections métalliques plus minces. Cependant, cette température plus basse signifie également qu'il peut y avoir un risque de fusion insuffisante entre la soudure et la pièce à souder.
4.3 Soudage à l'Arc Submergé
Le soudage à l'arc submergé (SAW) est un processus de soudage connu pour sa haute qualité et ses taux de dépôt exceptionnellement élevés. Dans cette méthode, un flux granulaire est utilisé, formant une couche épaisse qui sert à empêcher les étincelles et les projections tout en agissant comme un isolant thermique, facilitant une pénétration de chaleur plus profonde.Le soudage à l'arc submergé offre une productivité de soudage remarquable, environ 4 à 10 fois supérieure à celle du soudage à l'arc avec électrode enrobée (SMAW).
4.4 Soudage au Tungstène sous Gaz Inerte (TIG)
Le soudage au tungstène sous gaz inerte (TIG) est un processus de soudage de haute qualité qui comporte les composants suivants :
- Une source d'alimentation.
- Une électrode non consommable, généralement en tungstène.
- Une alimentation en gaz inerte, couramment de l'argon ou de l'hélium.7
- Une tige d'apport, généralement composée d'un matériau similaire au matériau de base.
- Un arc amorcé.
L'électrode en tungstène est positionnée au centre d'un porte-électrode en forme de buse à travers lequel le gaz inerte est acheminé à une faible vitesse contrôlée. Ceci protège la zone de soudure de la contamination atmosphérique.
Les options de gaz inerte incluent l'argon, l'argon/hydrogène et l'argon/hélium. L'hélium est souvent ajouté pour améliorer l'apport de chaleur ce qui augmente la vitesse de soudage.10 L'ajout d'hydrogène donne une soudure d'apparence plus nette mais il peut contribuer à la porosité ou à la fissuration par l'hydrogène.
La chaleur générée par l'arc fait fondre les bords des pièces à souder et la tige d'apport. Cela forme un bain de fusion qui se solidifie en soudure lors du refroidissement. En raison du blindage protecteur de la zone de soudure par le gaz inerte, il n'y a pas besoin de flux dans ce processus. Ceci est particulièrement avantageux lorsque l'on travaille avec des alliages résistants à la corrosion (ARC) car des flux efficaces peuvent être corrosifs. Si un fil d'apport est nécessaire, il est introduit séparément dans le bain de soudure.
4.5 Soudage au Métal sous Gaz Inerte (MIG)
Le soudage au métal sous gaz inerte (MIG) est un processus de soudage de haute qualité avec un taux de dépôt élevé. Ce processus implique un arc brûlant entre une fine électrode en fil métallique nu et la pièce à souder, la zone de soudage étant blindée par un gaz inerte comme l'argon, l'hélium, le dioxyde de carbone, ou un mélange de gaz. L'arc est auto-régulateur, et les changements de longueur d'arc effectués par le soudeur entraînent un ajustement correspondant du taux de fusion.
Des désoxydants dans l'électrode empêchent l'oxydation dans le bain de fusion. Cela permet de réaliser de multiples couches de soudure. Bien que similaire à la technique de soudage TIG, le soudage MIG utilise une électrode en métal nu consommable d'un matériau similaire aux pièces à souder. C'est un processus de soudage semi-automatique où le fil est alimenté en continu à partir d'une bobine.
Les exigences pour le soudage MIG comprennent une source d'alimentation, un générateur, une électrode consommable avec un moteur d'alimentation (généralement du tungstène), une alimentation en gaz inerte (argon/hélium), et une torche ou un pistolet. Similaire au soudage TIG, le soudage MIG ne nécessite pas l'ajout de flux.
Diverses options de gaz de protection inerte incluent l'argon, l'argon avec 1 à 5% d'oxygène, l'argon avec 3 à 25% de CO2, et l'argon avec de l'hélium.Le CO2 pur peut être utilisé dans certains processus de soudage MIG, mais il peut avoir un impact sur les propriétés mécaniques de la soudure.En raison de la température d'arc plus élevée, le soudage MIG peut souder efficacement des matériaux d'une épaisseur de 3 mm et plus.
Un avantage du soudage MIG par rapport au soudage TIG est sa vitesse, étant presque deux fois plus rapide.
5. Traitement Thermique de la Fabrication de Tuyauterie Soudée
Selon la procédure de soudage, deux processus de traitement thermique supplémentaires peuvent être requis pour répondre aux exigences du code : le préchauffage et le chauffage post-soudage.
- Le préchauffage implique l'application de chaleur aux pièces à souder avant le processus de soudage. Cela implique de chauffer les pièces à une température spécifique (telle que définie dans des normes comme l'ASME B31.3) puis de les laisser refroidir.
- Le chauffage post-soudage peut être nécessaire pour restaurer la structure métallurgique originale ou atténuer les contraintes résiduelles causées par un refroidissement différentiel. Dans certains cas, le traitement thermique post-soudage est obligatoire selon le code. Idéalement, le traitement thermique post-soudage est effectué dans un four, offrant un contrôle précis de la température, des gradients de température et du taux de refroidissement.
Cependant, il existe des situations où cela n'est pas réalisable, et les soudures doivent subir un traitement thermique post-soudage in situ. Dans de tels cas, des éléments chauffants portables sont utilisés pour atteindre les conditions de température requises.
6. Examen Non Destructif (END) de la Fabrication de Tuyauterie
L'Examen Non Destructif assure l'intégrité des soudures achevées afin que leur résistance mécanique soit égale ou supérieure à celle du tuyau parent. Pour atténuer le risque de défaillance, un plan d'inspection intégrant divers essais non destructifs est essentiel. L'examen non destructif implique l'évaluation d'une soudure sans causer de dommage physique ou compromettre ses capacités d'étanchéité à la pression. Diverses méthodes sont disponibles, chacune avec des coûts et des niveaux de précision différents. Du personnel qualifié capable d'interpréter les résultats et de prendre les mesures appropriées doit effectuer ces examens :
- Inspection Visuelle : Pour la détection des fissures de surface dans tous les matériaux.
- Examen par Magnétoscopie : Pour la détection des fissures de surface dans l'acier au carbone et autres métaux magnétiques.
- Examen par Ressuage : Pour la détection des fissures de surface dans les aciers inoxydables non magnétiques et autres métaux non magnétiques.
- Radiographie : Pour l'inspection de surface et à travers le métal.
- Examen par Ultrasons : Pour l'inspection de surface et à travers le métal.
Tous les examens non destructifs des soudures doivent avoir lieu avant l'essai hydrostatique de la fabrication de tuyauterie et avant la peinture ou l'isolation. Ceci permet la réparation et le nouvel essai des tuyaux nus dans le cas où une soudure échouerait à l'examen avant que les processus de peinture ou d'isolation n'aient lieu.
Différents systèmes de tuyauterie nécessitent différents types et niveaux d'inspection basés sur des facteurs tels que le fluide de service, le matériau, la température, la pression et l'emplacement.
6.1 Inspection Visuelle
L'inspection visuelle est la méthode la plus simple et la plus rentable. Elle exige que toutes les soudures subissent cet examen de base en utilisant soit l'œil nu, soit une loupe pour identifier les imperfections.
Un nettoyage minutieux de toutes les surfaces avant l'inspection est essentiel. Cette méthode est limitée à la détection des imperfections de surface. Si une imperfection est identifiée, des essais supplémentaires sont alors requis pour évaluer l'étendue du défaut.
Même lorsqu'une soudure est prévue pour des méthodes d'inspection plus précises, il est conseillé d'effectuer un examen visuel. Si l'inspection visuelle révèle des imperfections, la surveillance supplémentaire peut être intensifiée dans la zone spécifique de préoccupation. Cet examen visuel initial sert d'étape préliminaire pour identifier tout problème perceptible qui devrait être traité pour un examen ultérieur.
6.2 Essais par Magnétoscopie
L'examen par magnétoscopie (MPE) est utilisé pour identifier les fissures de surface dans les matériaux ferromagnétiques, tels que l'acier au carbone. L'acier inoxydable austénitique-chrome est faiblement magnétique et n'est donc pas adapté à ce type d'examen. La MPE est particulièrement efficace pour détecter les fissures fines qui peuvent être invisibles à l'œil nu.
Le processus d'examen implique la magnétisation de la soudure analysée à l'aide d'un électroaimant. Par la suite, de fines particules d'un matériau magnétique, comme le fer ou l'oxyde de fer magnétique, sont appliquées sur la surface. Ces particules magnétiques sont attirées vers les bords de toute fissure de surface ce qui les rend visibles à l'œil nu. Cette méthode est précieuse pour détecter les fissures minuscules qui pourraient ne pas apparaître facilement par une simple inspection visuelle.
6.3 Examen par Ressuage
La méthode d'examen par ressuage (LPE) est appliquée aux métaux non magnétiques tels que l'acier inoxydable austénitique-chrome. Elle nécessite l'application d'un liquide pénétrant contenant un colorant sur la surface.
Le liquide est laissé le temps d'infiltrer tout défaut de surface, et l'excès de liquide est ensuite retiré. Après séchage, la soudure est inspectée, et les défauts sont révélés par la présence de colorant visible, les rendant apparents à l'œil nu. La LPE est une méthode utile pour détecter les défauts de surface dans les matériaux qui ne sont pas sensibles à l'examen par magnétoscopie.
6.4 Radiographie
L'examen radiographique (RT) est un essai non destructif très précieux. Il est capable de détecter les défauts souterrains (ou de subsurface) qui sont invisibles à l'œil nu. Utilisant initialement les rayons X, les joints de tuyaux modernes peuvent maintenant être examinés à l'aide de rayons gamma produits par des isotopes radioactifs portables. Il est important de noter que toutes les sources de rayonnement présentent des dangers potentiels et une exposition prolongée doit être évitée. Ainsi, les techniciens effectuant la radiographie doivent adhérer aux mesures de sécurité pour la protection du personnel.
Dans le processus d'examen radiographique, un film est placé sur un côté de la soudure, tandis que la soudure de l'autre côté est exposée aux rayons X ou aux rayons gamma. À mesure que le rayonnement traverse la soudure, toute imperfection, qu'elle soit en surface ou sous la surface, crée une ombre sombre sur le film exposé. L'absence d'imperfections apparaît comme une zone claire et uniformément ombragée. Les défauts potentiels qui peuvent être identifiés comprennent ;
- les fissures (à la fois de surface et sous-surfaciques)
- les cavités souterraines (ou de subsurface) causées par le film d'oxyde
- le manque de fusion
- le laitier piégé, le flux, ou le matériau étranger
- les poches de gaz (porosité).
Chaque radiographie est enregistrée avec le numéro de soudure pour une identification précise, et les noms du radiographe et de l'inspecteur sont également listés. Les radiographies sont sujettes à l'interprétation, ce qui souligne l'importance que le personnel impliqué dans cette activité soit dûment qualifié.
6.5 Ultrasons
Les ondes ultrasonores (UT), généralement avec une fréquence allant de $500$ à $5000 \text$, sont dirigées sous forme de faisceau étroit vers une cible. Lorsqu'elles atteignent une surface métallique présentant un défaut, les ondes sont réfléchies puis renvoyées à un récepteur approprié. Le temps mis par l'écho pour revenir sert de mesure de la longueur du trajet parcouru par les ondes.
La méthode par ultrasons peut atteindre une précision comparable à la radiographie lorsqu'elle est effectuée correctement. Un avantage significatif du contrôle par ultrasons est la portabilité de l'équipement. Ceci rend l'UT particulièrement utile dans les situations où la soudure se trouve dans un emplacement difficile ou nécessite un examen sur site. La capacité d'apporter l'équipement sur le site de soudure améliore la flexibilité et la commodité lors de la conduite des inspections.
7. Joints à Bride dans la Tuyauterie
L'assemblage de deux longueurs de tuyaux par des raccords à bride métalliques est une méthode largement utilisée dans les fabrications de tuyauterie. Les composants essentiels nécessaires pour créer ce raccordement comprennent :
- Deux Brides Métalliques : Ces brides peuvent être fabriquées à partir de divers matériaux tels que l'acier au carbone, l'acier inoxydable, la fonte, l'Inconel, etc. Le choix du matériau dépend de facteurs tels que la nature du fluide transporté, la température et les conditions de pression.
- Un Jeu de Boulons : Les boulons sont utilisés pour fixer les deux brides ensemble. Le matériau des boulons peut varier et inclure l'acier au carbone, l'acier faiblement allié, l'acier inoxydable, etc.
- Un Joint d'Étanchéité (ou Une Garniture) : Le joint fournit une surface d'étanchéité entre les deux brides, empêchant les fuites.Les joints sont disponibles dans divers matériaux, y compris le caoutchouc, le graphite, le Téflon, les joints spiralés et les joints annulaires métalliques.
Le raccord à bride métallique implique deux faces de bride d'accouplement réunies par un ensemble de boulons espacés de manière égale, généralement avec un joint d'étanchéité pris en sandwich entre elles. Dans des cas exceptionnels, un joint d'étanchéité peut ne pas être utilisé.
L'étanchéité de ce joint est réalisée en appliquant une force de compression par le serrage des boulons contre les deux brides, avec le joint piégé entre elles. Bien que cette méthode permette le démontage du joint en desserrant les boulons, elle n'est pas considérée comme un joint permanent. Cependant, dans les applications pratiques, de tels raccordements peuvent rester en place pendant plusieurs années.
Les brides doivent avoir une face spécifiée, et le type de face peut être l'un des suivants :
- Face Plate (FF) : La surface est une face usinée plate. Elle nécessite un joint pleine face pour établir l'étanchéité à la pression.
- Face Surélevée (RF) : Une bride avec un épaulement surélevé usiné sur la face. Pour créer l'étanchéité à la pression, un joint spiralé est généralement utilisé.
- Joint de Type Annulaire (RTJ) : Cette bride a une gorge circonférentielle usinée dans la face. Elle nécessite un joint annulaire circulaire ovale ou octogonal pour établir l'étanchéité à la pression.
7.1 Brides à Collerette à Souder
Les dimensions et la conception de la bride à collerette à souder sont soigneusement calculées pour se conformer aux exigences des codes pertinents, tels que l'ASME B16.5 ou l'ASME B16.47. Essentiellement, la bride à collerette à souder se compose d'une lame de bride avec un perçage standard pour les boulons. Ceci est déterminé par la taille et la classe de pression. Un côté de la lame est usiné pour s'accoupler avec une autre bride. L'autre côté présente un moyeu conique avec un chanfrein de soudure préparé pour le raccordement à un tuyau d'un diamètre correspondant.
Pour connecter la bride au tuyau, une seule soudure circonférentielle est requise. Cette soudure bout à bout est une soudure à haute intégrité qui peut être inspectée visuellement ou soumise à des examens non destructifs. De plus, elle subit un essai hydrostatique.
Les brides à collerette à souder sont généralement usinées à partir de pièces forgées. Cela confère des propriétés de grain plus cohérentes dans tout le corps du composant. Malgré leur coût plus élevé, les brides à collerette à souder sont une méthode d'assemblage privilégiée, en particulier dans des conditions de haute pression, haute température et de charges cycliques. Elles sont également couramment utilisées dans des applications avec des pressions et des températures plus basses.
7.2 Bride à Emboîtement à Souder
La bride à emboîtement à souder est produite selon les dimensions standard définies par l'ASME B16.5. Cette bride se compose d'une lame de bride percée avec une face usinée d'un côté et un emboîtement femelle de l'autre côté dans lequel le tuyau est inséré. Semblables aux brides à collerette à souder, les brides à emboîtement à souder sont généralement fabriquées en acier forgé. La bride et le tuyau sont assemblés par une soudure d'angle circonférentielle. Ceci est plus économique qu'une soudure bout à bout.Cependant, elle est considérée comme moins efficace, ce qui conduit à son utilisation générale pour des tailles de 2 pouces et moins.
Elle est utilisée à des températures ambiantes et intermédiaires, et dans les classes ASME B16.5 de 150 lb et 300 lb.
Il est important de noter que l'utilisation de brides à emboîtement à souder dans les systèmes de procédé est limitée aux systèmes de tuyauterie utilitaire, à l'air et à l'eau. Cette limitation est souvent due à des considérations d'efficacité du joint et aux exigences spécifiques du système.
7.3 Bride Vissée
Les brides vissées et à emboîtement à souder partagent des caractéristiques de construction très similaires. Cependant, dans les brides vissées, au lieu d'avoir un emboîtement alésé dans la pièce forgée, un filetage NPT (National Pipe Taper) est taraudé. Ceci permet à un tuyau avec un filetage mâle correspondant d'être vissé dans la bride. Étant donné que ce joint ne nécessite pas de soudage, il est à la fois plus rentable et plus rapide à exécuter par rapport aux soudures bout à bout et à emboîtement.
Il est important de noter que le joint vissé est le moins efficace et est principalement utilisé pour les systèmes de tuyauterie utilitaire. En raison de l'absence de soudage, l'examen non destructif (END) est limité aux inspections visuelles. L'inspection visuelle est suivie d'un essai hydrostatique. En cas de fuite, le système peut être arrêté et le raccord vissé peut être soudé en arrière. Cela le convertira effectivement en une bride à emboîtement à souder. Cette conversion permet un joint plus sûr et plus fiable.
7.4 Bride à Enfiler
Une bride à enfiler est essentiellement une lame de bride percée avec un trou alésé. Dans ce type de bride, le tuyau est inséré dans la bride avant le processus de soudage. Le raccordement entre le tuyau et la bride est établi soit par une seule soudure d'angle circonférentielle externe, soit par deux soudures d'angle, une externe et une interne contre la face de la bride.
Cette méthode d'assemblage est généralement plus économique qu'une bride à collerette à souder, en particulier pour les plus petites tailles. Cependant, cela comporte un compromis car elle manque de résistance mécanique. Par conséquent, les brides à enfiler sont généralement utilisées pour les classes de tuyauterie utilitaire fonctionnant à des températures ambiantes et des pressions plus basses.Les codes pertinents pour ce type de joint sont souvent ASME 150 lb et 300 lb
7.5 Bride à Recouvrement
Une bride à recouvrement se compose de deux composants de tuyauterie pour chaque côté du raccord à bride : une extrémité à souder (stub end) et une contre-bride lâche. L'extrémité à souder est soudée bout à bout au tuyau, et la contre-bride lâche s'adapte sur le diamètre extérieur de l'extrémité à souder. Contrairement à d'autres types de brides, la contre-bride n'est pas soudée au tuyau.
Bien que cette méthode d'assemblage ne soit pas aussi robuste qu'une bride à collerette à souder, elle surpasse les raccords vissés, à emboîtement à souder et à enfiler en termes de résistance. Cependant, elle a tendance à être plus chère. Elle nécessite une soudure bout à bout à pleine pénétration et deux composants séparés.
Centre de connaissances

