Contents
What is welding ?
Metal welding is a method of connecting two separate metal objects (same or different metals) by bonding through appropriate ways. Although methods will vary, from the thinnest plate to the thickest plate, majority of the metals can be welded by one or more welding methods. The material characteristics (such as melting point, ductility, electrical conductivity, yield strength, and plasticity, etc.) determines the difficulty of welding and appropriate welding method. There are various welding tests to identify welding defects.

Welding Different Metals


Comparison of Welding Metals
| Property | Carbon Steel | Stainless Steel | Aluminium |
|---|---|---|---|
| Ease of Welding | Relatively easy to weld, highly weldable. | Moderate difficulty; requires care with heat. | Difficult; requires specialized techniques. |
| Melting Point | ~1425–1540°C (2597–2800°F) | ~1370–1530°C (2498–2786°F) | ~660°C (1220°F) |
| Common Welding Methods | SMAW, GMAW, FCAW, TIG, and MIG. | TIG, MIG, and stick welding (SMAW). | TIG, MIG, and sometimes resistance welding. |
| Pre-weld Preparation | Moderate prep; cleaning to remove rust, oil. | Extensive cleaning to avoid contamination. | Extensive cleaning (oxide removal essential). |
| Thermal Conductivity | Low to moderate. | Low; retains heat in the weld zone. | High; dissipates heat quickly. |
| Heat Input Control | Moderate control needed. | Requires precise control to avoid warping. | High control due to risk of overheating. |
| Challenges | Risk of porosity and distortion. | Susceptible to thermal expansion and warping. | Oxide layer requires removal. |
| Shielding Gas | CO₂, or CO₂ + Argon mix. | Argon or Helium + Argon mix. | 100% Argon (sometimes Helium mix). |
| Welding Speed | Moderate speed, depending on thickness. | Slower due to precision requirements. | Fast due to low melting point. |
| Post-Weld Treatment | Stress-relieving recommended for thick sections. | Cleaning or passivation for corrosion resistance. | May require anodizing or finishing. |
| Durability of Welds | Strong and durable; depends on filler material. | High strength and corrosion resistance. | Lighter but weaker if not heat-treated properly. |
| Corrosion Resistance | Low; prone to rust without coating. | High; inherent corrosion resistance. | High; forms protective oxide layer. |
| Cost of Welding | Low to moderate. | Moderate to high. | High due to specialized equipment and skill. |
| Applications | Structural steel, pipe spools, machinery. | Food industry, Piping Fabrications, Water Applications. | Aerospace, automotive, shipbuilding |
Welding Joints
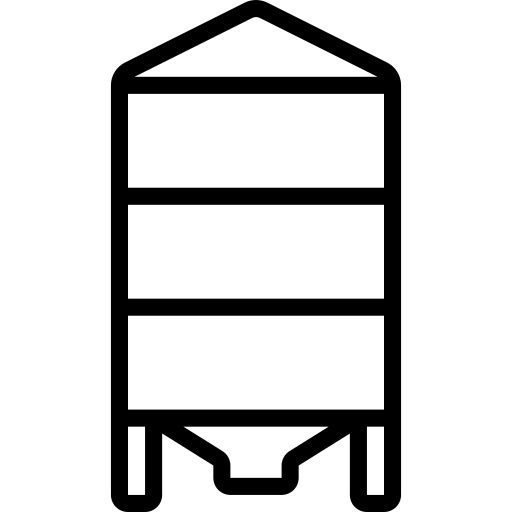
Butt Welding
- A butt joint refers to two metal pieces located side by side for welding. A preliminary edge preparation is essential for a high quality welding outcome.
- The butt weld is relatively easier than the other joints and it withstands stress better than the others.
- It is the most common welding joint in fabricating structures.
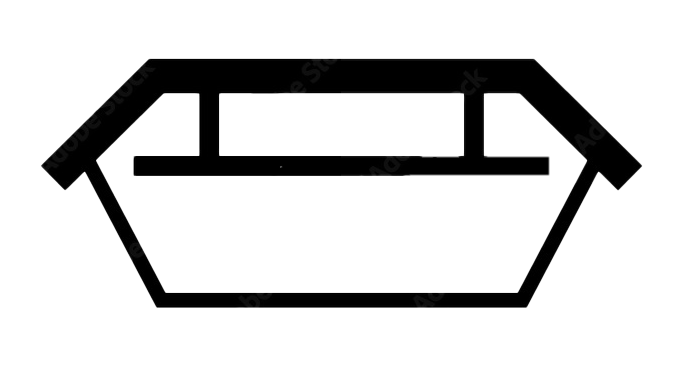
Corner Welding
- Corner joints are very similar to Tee joints.
- The main difference is the location of the metal is positioned.
- In Tee joint, one metal is positioned in the center of the other, whereas in corner joints work pieces meet in the corner forming an ‘L’ shape.
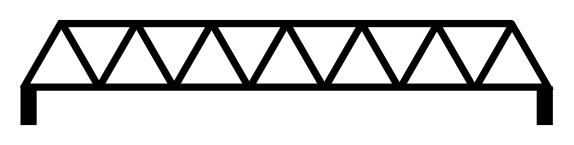
Tee Welding
- Tee welding joints are created when two metal parts intersect at a 90° angle.
- This results in the edges getting together in the centre of a component in a ‘T’ shape.
- Tee joints are also a type of fillet weld.

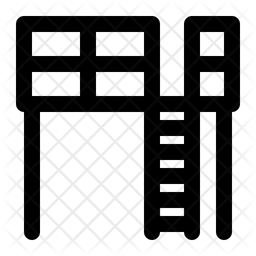
Lap Welding
- Lap joint refers to a joint when one part laps onto the other one.
- The welding between the two parts is done by a fillet weld.
- The major shortcoming of the lap joint is that some area below the weld pool is prone to rust.
Edge Welding
- The edge welding joint is used to join parts that are parallel to each other.
- Edge joints are often used for sheet metal welding
- A cleaner and smoother weld surface than a butt joint.

Welding Types
How can we help you ?
Novelty Structures is an experienced welding fabricator with certified welders and strict welding quality control.
With vast CNC Machinery Park and experienced engineering team, Novelty Steel performs high quality welding works according to the EN 1090-2 European Norms.
FAQ
Absolutely! We specialize in custom welding and fabrication projects. Whether you need a unique design, prototype, or specialized repair, our experienced welders can help bring your vision to life.
Yes, all our welders are certified. We prioritize safety and quality in every project.
Yes, we offer finishing services such as grinding, polishing, and painting to ensure your project looks professional and is protected against rust and corrosion.
Yes, we have the expertise and equipment to handle large-scale industrial welding projects. Contact us to discuss your requirements, and we’ll provide a customized solution.
Yes, we provide structural welding services for buildings, bridges, and other infrastructure projects. Our team ensures that all welds meet the necessary structural integrity and safety standards.
We follow strict quality control procedures, including:
- Using certified materials and consumables
- Conducting thorough inspections before, during, and after welding
- Employing experienced, certified welders with advanced training
Yes, in addition to welding, we provide:
- Metal Cutting
- Bending and Forming
- Drilling and Machining
- Assembly and Finishing
Yes, we offer powder coating as optional finishing services to protect your project from corrosion and enhance its appearance.


Depending On The Material And Production Specifications, Different Welding Methods Employed For Steel Fabrication. [...]

Novelty Steel performs Welding Tests such as Visual Inspection, Dye Penetrant Testing, Magnetic Particle [...]

Common Weld Defects can be defined as the irregularities emerge in the welded work [...]

A welding quality control system starts with clearly defined and quality standards. These standards [...]
Reference Gallery