
Novelty Steel ist ein erfahrener Hersteller von Spool-Rohrleitungsbau für Anwendungen mit Kohlenstoffstahl und Edelstahl.
Alle Spool-Fertigungen finden in unseren hochmodernen Produktionsstätten in der Türkei statt.
Inhaltsverzeichnis
1. Allgemeine Überlegungen zur Spool-Rohrleitungsfertigung
- Vor der Installation vorgefertigter Spools ist eine gründliche Reinigung unerlässlich. Sowohl die Innen- als auch die Außenseiten der Rohrleitungskomponenten müssen mit geeigneten Mitteln gereinigt werden. Dabei müssen alle Fremdstoffe entfernt werden, einschließlich Zunder, Sand, Schweißspritzer, Späne usw. Zu beachten ist, dass bestimmte Medien besondere Reinigungsanforderungen haben können, die gemäß den Materialvorgaben, Isometrien oder der Leitungsliste einzuhalten sind.
- Wenn in Zeichnungen Gefälle für bestimmte Leitungen angegeben sind, müssen diese wie vorgeschrieben eingehalten werden. Gefälle dienen der Entwässerung der Leitung und sind besonders wichtig bei Leitungen für Kohlenwasserstoffe oder andere entzündliche bzw. toxische Flüssigkeiten.
- Um Rohre durch Betonwände oder -böden zu führen, dürfen diese nicht direkt in den Beton eingegossen werden. Es wird empfohlen, die Rohre durch einbetonierte Hüllrohre zu führen. Diese Hüllrohre sollten aus Rohren mit Standardwandung bestehen und einen Innendurchmesser aufweisen, der einen radialen Abstand von 12 mm zum Flansch bietet. Dieser Abstand berücksichtigt gegebenenfalls vorhandene Isolierungen am Flansch.
- Wenn Rohrleitungen durch eine Bodenplatte oder ein Gitterrost geführt werden müssen, sollte ein 75 mm hoher Ring an die Platte oder das Gitter geschweißt werden. Der Innendurchmesser des Rings muss einen Mindestabstand von 25 mm zum durchgeführten Flansch ermöglichen. Der geschweißte Ring dient als Schutzbarriere und sorgt dafür, dass das Rohr die Bodenplatte und das Gitter ohne Beschädigung oder Reibung durchquert.
- Beim Verlegen von Edelstahlrohrleitungen in der Nähe von Kohlenstoffstahlleitungen sind besondere Vorsichtsmaßnahmen erforderlich, um jeglichen direkten Kontakt zwischen beiden Materialien während der Bauphase zu vermeiden. Zudem dürfen keine Blinds, Blindflansche oder Kappen aus Kohlenstoffstahl an Edelstahlrohren oder -bauteilen verwendet werden – auch nicht vorübergehend.
2. Schweißen vor Ort
Es gibt zwei Arten von Schweißverbindungen vor Ort: Stumpfnähte mit V-Nahtvorbereitung und Muffenschweißverbindungen (Kehlnaht). Stumpf- und Muffenschweißverbindungen dienen dem Druckhalt in Rohrleitungen, während Kehlnähte zur Befestigung von Tragstrukturen an Rohren verwendet werden, um je nach Anforderung Steifigkeit oder Flexibilität zu gewährleisten.
Die Fasenbearbeitung für Schweißverbindungen vor Ort entspricht derjenigen aus der Werkstattfertigung von Spools. Abweichungen beim Zusammenfügen können eine erhebliche Kraftanwendung zur Ausrichtung der Schweißverbindung erfordern. Da Spool-Strukturen bereits starr sind, kann das exakte Anpassen an ein Anschlussrohr oder -bauteil eines anderen Spools Schleifarbeiten und Dehnung in Versuch-und-Irrtum-Schritten erforderlich machen.
Alle Spools werden mit einer Überlänge von 25–50 mm geliefert, um vor Ort Anpassungen an die Anschlussmaße und die gewünschte V-Nahtvorbereitung vornehmen zu können. Übermäßige Belastungen bei der Ausrichtung der Spools sind zu vermeiden, um innere Spannungen zu verhindern. Zu hohe Spannungen können während der Betriebszeit zu Rissen in der Schweißnaht oder Wärmeeinflusszone führen.
Nach dem Zusammenfügen wird das Schweißen in der Regel auf Rohrgestellen oder in Höhen mit temporärem Gerüst durchgeführt. Da Spools beim Vor-Ort-Schweißen nicht flexibel sind, müssen qualifizierte Schweißer mit Positions- und Dickenprüfungen eingesetzt werden.
Schweißnähte vor Ort müssen gemäß gültiger WPS ausgeführt und visuell geprüft werden. Anschließend erfolgt eine zerstörungsfreie Prüfung (ZfP). Nach Freigabe aller ZfP kann die Verbindung ggf. zur Nachwärmebehandlung freigegeben werden. Abschließend wird eine hydrostatische Druckprüfung durchgeführt, um die Funktion zu bestätigen. Oberflächenvorbereitung und Beschichtung der Schweißnähte erfolgen in der Regel nach der Druckprüfung.
3. Flanschverbindungen
During the fitting up of mating flanges, meticulous care is necessary to ensure proper alignment of piping spools. Diese präzise Vorgehensweise ist notwendig, um die Flanschflächen spannungsfrei zusammenzuführen. Besonders sorgfältig sind Flanschverbindungen an rotierenden Maschinen wie Pumpen, Turbinen, Kompressoren sowie an stationären Geräten wie Kältekammern und Luftkühlern zu behandeln. Nach der Endausrichtung der Maschinen und Geräte sind diese Flanschverbindungen auf Fluchtungsfehler und zu große Spalten zu prüfen.
In manchen Fällen ist auch ein Vertreter des Geräteherstellers beteiligt.Das Zusammenfügen kritischer Verbindungen – ob geschweißt oder verschraubt – wird in der Regel von allen Beteiligten wie Auftragnehmer, Berater und Kunde inspiziert. Temporäre Abdeckungen an den Flanschen von Pumpen, Turbinen, Kompressoren usw. müssen bis zur endgültigen Rohrleitungsverbindung erhalten bleiben, um das Eindringen von Fremdkörpern zu verhindern.
Beim Montieren einer Flanschverbindung ist sicherzustellen, dass die Dichtung gleichmäßig zwischen den Flanschflächen zusammengedrückt wird. Hierfür müssen die Schrauben in der richtigen Reihenfolge angezogen werden. Alle Schrauben müssen vollständig durch die Muttern reichen, jedoch nicht mehr als 6 mm oder drei Gewindegänge überstehen. Diese sorgfältige Montage gewährleistet eine wirksame Abdichtung der Flanschverbindung.
4. Armaturen, Messgeräte und andere Komponenten
4.1 Armaturen
- Armaturen müssen entsprechend der Spindel-/Antriebsorientierung laut Layout-Zeichnungen eingebaut werden. Diese Orientierung ist im Hinblick auf sichere Bedienung und Wartung zu beachten, insbesondere bei Armaturen in Höhenlagen auf Rohrgestellen oder ähnlichen Positionen.
- Bei einseitig durchströmbaren Armaturen mit „Durchflussrichtungspfeil“ am Gehäuse muss sichergestellt werden, dass die angezeigte Strömungsrichtung mit den Prozessanforderungen übereinstimmt. Ist bei einer solchen Armatur keine Strömungsrichtung angegeben, wird in der Regel davon ausgegangen, dass sie in beide Richtungen durchströmt werden kann.
- Zur Gewährleistung der Sicherheit dürfen Spindeln von Armaturen nicht in Gehwege hineinragen.
- Für im Erdreich oder in Gräben installierte Armaturen sind Ventilkästen und Spindelverlängerungen vorzusehen.
- Sicherheitsventile müssen in aufrechter Position eingebaut und von einer Plattform oder Bodenebene aus zugänglich sein. Sicherheits- oder Ausblaseventile, die gefährliche Flüssigkeiten oder Gase abgeben, müssen in einen sicheren und umweltverträglichen Bereich abgeführt werden.
4.2 Entlüftungen und Abläufe
Hochpunkt-Entlüftungen und Tiefpunkt-Abläufe sind Standardanforderungen für die Entlüftung und Entwässerung von Rohrleitungssystemen. Auch wenn sie nicht ausdrücklich in den technischen Spezifikationen genannt werden, werden Entlüftungen und Abläufe in der Regel an den höchsten bzw. tiefsten Punkten vorgesehen.
Diese Komponenten erfüllen wichtige Funktionen im Rohrleitungssystem. Hochpunkt-Entlüftungen sind entscheidend zum Ablassen eingeschlossener Luft oder Gase, um einen ordnungsgemäßen Durchfluss zu gewährleisten und Lufttaschen zu vermeiden. Tiefpunkt-Abläufe dienen dem Entfernen angesammelter Flüssigkeit oder Kondensat, um mögliche Schäden oder Verstopfungen zu vermeiden.
4.3 Messgeräte
Zu den Inline-Messgeräten gehören Blenden, Regelventile, Sicherheitsventile, Druckentlastungsventile, Rotameter, Blendenflansch-Baugruppen, Venturimeter und Durchflussmesser. Die Herstellung und Installation von Rohrleitungen bis zum ersten Absperrventil, Anschlussstutzen oder Flansch für die Montage von Offline-Messgeräten (zur Messung von Füllstand, Druck, Temperatur, Durchfluss usw.) ist Bestandteil der Rohrleitungsbauarbeiten.
Die Einbaurichtungen der Geräte für Temperatur-, Druck-, Durchfluss- und Füllstandmessung müssen gemäß den Zeichnungen eingehalten werden. Die genaue Einhaltung der Toleranzen gewährleistet die Messgenauigkeit und Konsistenz bei der Installation der Geräte und deren Anbindung an das Rohrleitungssystem.
4.4 Rohrhalterungen
Rohrhalterungen erfüllen folgende zentrale Aufgaben:
- Tragen des Eigen- und Betriebsgewichts der Rohrleitungen
- Aufnahme thermischer Ausdehnung durch Temperatur des Mediums
- Dämpfen von durch Strömung verursachten Vibrationen
Üblicherweise werden Position und Typ (Ausführung) der Rohrhalterungen in Zeichnungen für Nennweiten ab NPS 50 (2″) dargestellt. Für Nennweiten bis einschließlich NPS 40 (1½″) werden Halterungen gemäß den allgemeinen vertraglichen Rohrleitungsstandards vorgesehen.
Zusätzlich zu den in den Zeichnungen angegebenen Halterungen können vor Ort weitere Halterungen erforderlich sein – abhängig von den örtlichen Gegebenheiten und der Rohrleitungsführung. Solche zusätzlichen Halterungen werden häufig im gegenseitigen Einvernehmen festgelegt.
Temporäre Halterungen sind zur sicheren Montage der Rohrleitungen zulässig. Das Anschweißen temporärer Halterungen an die Rohrleitungen ist jedoch unzulässig. Nach Fertigstellung der Vor-Ort-Verbindung sind sämtliche temporären Halterungen vollständig zu entfernen. Danach dürfen sich nur noch die im Isometrieplan vorgesehenen Halterungen an den festgelegten Positionen befinden.
Zur Befestigung von Edelstahlrohrleitungen wird der Einsatz von Edelstahlklemmen und U-Bügeln empfohlen. Werden andere Materialien verwendet, ist stets eine geeignete Trennlage zwischen Edelstahlleitung und Halterungsmaterial vorzusehen.
5. Montage von Schrauben
- Beim Verschrauben von Flanschverbindungen mit Dichtung muss die Dichtung gleichmäßig komprimiert werden, um das erforderliche Mindestdrehmoment zu erreichen.
- Beim Anziehen von Flanschverbindungen ist ein bestimmtes Muster einzuhalten – Schrauben sind über Kreuz und reihenweise im Uhrzeigersinn oder gegen den Uhrzeigersinn anzuziehen. Diese Methode gewährleistet eine gleichmäßige Anpressung der Dichtung über die gesamte Dichtfläche.
- Die Dichtfläche des Flansches muss frei von Mängeln wie Rost, Schweißspritzern, Kratzern, Farbe, Dellen, Lichtbogenmarkierungen, Korrosionsgruben oder sonstigen Schäden sein.
- Für alle Flanschverbindungen sind vollgewindige Bolzen und Muttern vorgeschrieben. Nach dem Anziehen müssen mindestens eine und höchstens drei volle Gewindegänge über die Mutter hinausragen.
5.1 Verschraubungsverfahren für Flansche
Die Montage einer Flanschverbindung erfolgt in mehreren Schritten:
- Zunächst alle Bolzen und Muttern handfest montieren. Dabei sicherstellen, dass die Bolzen frei durch die Flanschbohrungen passen.
- Jeden Bolzen gemäß seiner Position am Flansch nummerieren – gemäß der untenstehenden Abbildung zum Anzugsreihenfolge.
- Die Bolzen werden in der in Abbildung 1 gezeigten Reihenfolge angezogen.
- Die Bolzen sind stufenweise gemäß Drehmomenttabelle und der Reihenfolge in Abbildung 1 anzuziehen. Die erste Stufe darf 30 % des Enddrehmoments nicht überschreiten. Das Enddrehmoment muss innerhalb von ±5 % des Sollwerts liegen.
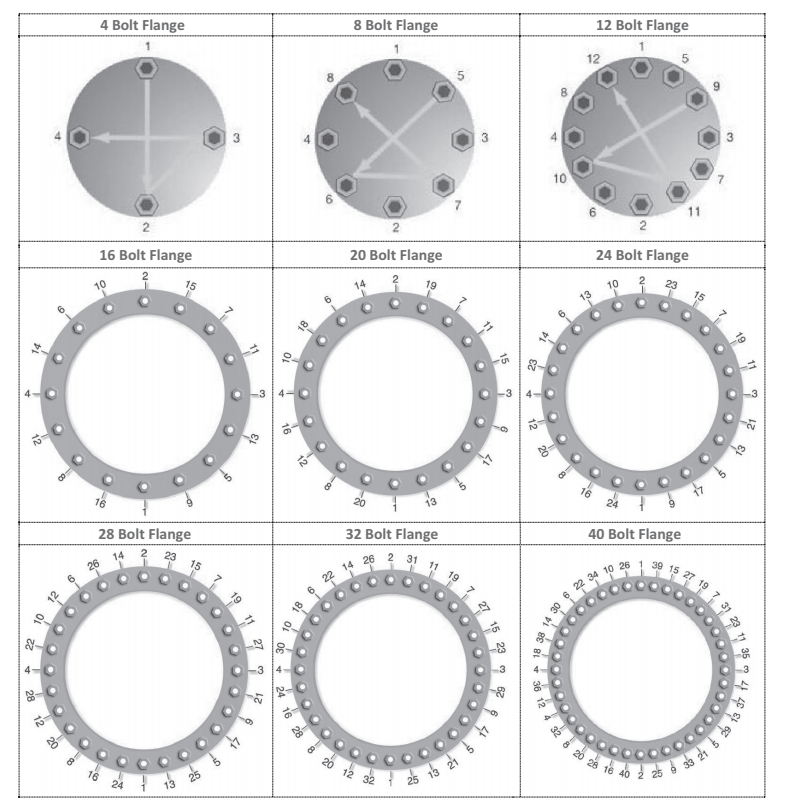
Abbildung 1: Anzugsreihenfolge der Schrauben
5.2 Ursachen für Flanschleckagen
- Ungleichmäßige Schraubenbelastung: Eine falsche Anzugsreihenfolge oder beengter Arbeitsraum an einer Flanschseite kann zu ungleichmäßigem Anziehen führen. Manche Schrauben bleiben dadurch lose, während andere die Dichtung übermäßig zusammendrücken.
- Falsche Flanschausrichtung: Eine nicht fluchtende oder nicht parallele Ausrichtung der Flanschflächen führt zu ungleichmäßiger Dichtungsbeanspruchung, lokalen Quetschungen und damit zu Leckagen.
- Falsche Zentrierung der Dichtung: Ist die Dichtung nicht mittig zwischen den Flanschflächen positioniert, wird sie ungleichmäßig komprimiert, was das Risiko von Undichtigkeiten erhöht.
- Verschmutzte oder beschädigte Flanschflächen: Schmutz, Zunder, Kratzer, Erhebungen oder Schweißspritzer auf den Dichtflächen können Leckpfade bilden oder die Dichtung ungleichmäßig beanspruchen und somit Leckagen verursachen.
- Übermäßige Belastungen an Flanschstellen: Zu hohe Kräfte oder Momente im Rohrleitungssystem können zu Flanschverformungen und Leckagen führen. Häufige Ursachen sind mangelnde Flexibilität, zu starke Ausrichtkräfte beim Aufbau sowie falsch platzierte Halterungen oder Dehnungsausgleicher.
- Temperaturschock: Schnelle Temperaturwechsel können Flansche vorübergehend verformen und zu Undichtigkeiten führen.
6. Druckprüfung
Nach erfolgreichem Abschluss der Fertigung wird das Rohrleitungssystem je nach Vorgabe für eine hydrostatische oder pneumatische Druckprüfung vorbereitet. Die Druckprüfung erfolgt gemäß den technischen Vorgaben des Projekts und den einschlägigen Normen und Regelwerken. Key points related to pressure testing include:
- Hydrostatische Werkstattprüfungen sind bei der Spool-Fertigung erforderlich, insbesondere wenn der Spool vor der Montage beschichtet wird. Dies wird oft in Isometriezeichnungen oder anderen relevanten Unterlagen festgelegt.
- Eine Werkstatt-Druckprüfung ist vor dem Verzinken von Rohrspools zwingend erforderlich.
- Druckführende Leitungen sind entsprechend den projektspezifischen Vorgaben hydrostatisch oder pneumatisch zu prüfen. Der übliche Prüfdruck bei hydrostatischen Tests beträgt das 1,5-fache des Betriebsdrucks.
- Die Prüfung erfolgt im Beisein aller Beteiligten, und die Prüfdokumentation wird von allen Zeugen gegengezeichnet.
- Offene Entlüftungs-, Entwässerungs- und ähnliche Rohrsysteme mit Atmosphärendruck sind von der Druckprüfung ausgenommen, müssen jedoch auf Dichtheit durch Wasserbefüllung geprüft werden.
- Versteifungsringe an Abzweigungen werden einer Luftprüfung mit 35 kPa Überdruck unterzogen. Die Schweißnähte werden auf Undichtigkeiten überprüft, und das Entlüftungsloch wird nach der Prüfung verschlossen. Das Entlüftungsloch im Versteifungsring wird nach der Prüfung mit Fett oder Silikondichtmittel abgedichtet.
- Kurze Rohrstücke, die zur Montage von Testblindflanschen entfernt wurden, sind separat zu prüfen.
- Flanschverbindungen an Prüfstellen mit Blindflanschen müssen nach deren Entfernung nicht erneut geprüft werden.
- Gewinde- und Muffenschweißverbindungen werden nach ihrer Herstellung sorgfältig auf Dichtheit geprüft.
- Nachprüfungen von eingebrachten oder reparierten Teilstücken in bereits geprüften Leitungen erfolgen nach denselben Verfahren und mit demselben Prüfdruck wie der ursprüngliche Test.
- Vor der Druckprüfung müssen Rohre, Armaturen, Fittings und zugehörige Ausrüstung innen sauber und frei von Fremdkörpern sein.
- Zwischengeschaltete Geräte werden üblicherweise aus dem Prüfabschnitt entfernt oder isoliert. Falls Geräte mitgeprüft werden, sind temporäre In-Line-Siebe vorzusehen, um Schäden durch Fremdkörper zu vermeiden.
- Druckbegrenzungsventile müssen vor der Druckprüfung geprüft, kalibriert und eingestellt werden.
6.1 Prüfpaketsysteme
Während der abschließenden hydrostatischen Prüfung von Rohrleitungen wird vorzugsweise das gesamte System als eine große Rohrleitungseinheit geprüft. Es gibt jedoch Überlegungen und Ausnahmen zu diesem Ansatz:
- Unterschiede im Auslegungsdruck: Übersteigt die Differenz der Auslegungsdrücke der Systemkomponenten 15 % des niedrigsten Auslegungsdrucks, ist eine Gesamtprüfung des Systems als eine Einheit nicht ratsam. Der Prüfdruck für das gesamte verbundene System sollte dem Prüfdruck der Komponente mit dem niedrigsten Auslegungsdruck entsprechen.
Wenn Rohrleitungssysteme mit unterschiedlichen Auslegungsdrücken vollständig verschweißt sind, kann eine Kaskaden-Druckprüfung erforderlich sein. Dabei wird zunächst das System mit dem höheren Prüfdruck getestet, bevor die Schweißarbeiten zur Systemverbindung abgeschlossen werden, und anschließend erfolgt die Gesamtprüfung mit dem niedrigeren Prüfdruck.
- Einbeziehung von Geräten: Geräte wie Wärmetauscher, Druckbehälter und beheizte Apparate können in das Prüfsystem einbezogen werden, sofern der Prüfdruck des Systems den Werkstattprüfdruck der Geräte nicht überschreitet.
- Ausgeschlossene Geräte und Komponenten: Bestimmte Geräte und Komponenten werden in der Regel vom Prüfpaketsystem der Rohrleitungen ausgeschlossen:
-
- Rotierende Maschinen (Pumpen, Kompressoren, Turbinen)
- Sicherheitsventile, Berstscheiben, Flammensperren und Kondensatableiter
- Druckbehälter mit empfindlichen Innenbauteilen
- Geräte und Rohrleitungen mit feuerfestem Auskleidungsmaterial
- Lagertanks
- Filter (sofern Filtereinsätze nicht entfernt wurden)
- Wärmetauscher mit Rohrböden und Innenleben, die auf Differenzdruck ausgelegt sind
- Instrumente (Regelventile, Manometer, Füllstandsanzeigen, Durchflussmesser, ausgenommen Thermoelemente)
- Ausgeschlossene Rohrleitungen: Bestimmte Rohrleitungsstrecken werden vor Ort häufig von der hydrostatischen Systemprüfung ausgenommen, darunter:
-
-
- Aggregateeinheiten, die bereits durch den Hersteller geprüft wurden
- Rohrleitungen, die gemäß Sanitärvorschriften geprüft wurden
- Leitungen und Systeme mit atmosphärischem Auslass (Abläufe, Entlüftungen, offene Entlastungsauslässe, offene Abwasserleitungen)
- Impulsleitungen für Instrumente nach dem ersten Absperrventil
-
- Prüfmedium und Überlegungen:
- Hydrostatische Prüfungen werden üblicherweise mit Wasser durchgeführt, es sei denn, es besteht Frostgefahr oder eine mögliche Beeinträchtigung des Rohrleitungswerkstoffs. Die Verwendung anderer Flüssigkeiten bedarf der Zustimmung des Auftraggebers.
- Prüfungen mit Kerosin, brennbaren Flüssigkeiten oder Druckluft sollten möglichst vermieden werden, andernfalls ist die Genehmigung des Kunden erforderlich.
- Pneumatische Prüfungen werden in bestimmten Fällen durchgeführt, z. B. bei Gas-, Dampf- oder Dampfleitungen, wenn das Gewicht des Prüfmediums die Tragstrukturen oder Rohrwände überlasten würde, oder wenn ausgekleidete Rohre durch das Prüfmedium beschädigt werden könnten.
- Druckluftleitungen für Instrumentierung werden mit trockener, ölfreier Luft geprüft; ein Mediumtest kann erfolgen, wenn das Druckluftsystem betriebsbereit ist.
6.2 Prüfmedien
Bei der Durchführung hydrostatischer Prüfungen von Rohrleitungssystemen ist die Wahl des Prüfmediums entscheidend.
- Übliche Prüfmedien und Filtration:
- Das am häufigsten verwendete Prüfmedium ist Wasser, das für hydrostatische Prüfungen sauber sein muss.
- Meerwasser ist bei hydrostatischen Prüfungen von Anlagenrohrleitungen häufig verboten.
- Am Einfüllpunkt müssen geeignete Filtersysteme vorhanden sein, um Fremdstoffe wie Sand und Rost im Prüfmedium zu verhindern.
- Prüfmedium für Kohlenstoffstahlrohrleitungen:
- Für die hydrostatische Prüfung von Kohlenstoffstahlrohrleitungen ist Trinkwasser bei Umgebungstemperatur zu verwenden. Der pH-Wert des verwendeten Wassers sollte zwischen 6 und 7 liegen.
- Prüfmedium für Edelstahlrohrleitungen:
- Das Prüfmedium muss demineralisiertes Wasser sein.
- Der Chloridgehalt des Wassers darf maximal 1 ppm betragen.
- Der pH-Wert des Wassers sollte zwischen 6 und 7 liegen.
- Das Prüfmedium ist nach Abschluss der Prüfung sofort abzulassen und das System durch Trockenluft auszublasen, um eine Chloridkonzentration zu vermeiden.
- Das Wasser für Systeme mit hohem Nickelgehalt ist auf die Möglichkeit der Bildung von Schwefelwasserstoff (H₂S) während der Prüfung zu prüfen.
- Ein Analysebericht des Wassers, einschließlich Chlorid- und pH-Wert, ist dem Prüfbericht für austenitische Edelstahlsysteme beizufügen.
6.3 Vorbereitung der Prüfung
- Zugänglichkeit der Schweißnähte im Prüfpaket:
- Alle Schweißnähte (Stumpf- und Muffenschweißnähte), die zu einem Prüfpaket gehören, müssen während der Prüfung zugänglich bleiben.
- Schweißnähte dürfen nicht gestrichen, isoliert, verfüllt oder abgedeckt werden, bevor die Prüfung gemäß dem genehmigten Verfahren erfolgreich abgeschlossen ist.
- Oberflächenvorbereitung und Beschichtung:
- Die Oberflächenvorbereitung zur Beschichtung der Rohrspulen erfolgt in der Regel in der Werkstatt.
- Bei Projekten, in denen die Rohrspulen nach dem Schweißen, der zerstörungsfreien Prüfung und der Spannungsarmglühung (PWHT) beschichtet werden, ist die hydrostatische Prüfung vor der Oberflächenvorbereitung und Beschichtung durchzuführen.
- Eine weitere hydrostatische Prüfung kann erforderlich sein, nachdem alle Feldschweißnähte abgeschlossen sind, aber vor der Beschichtung dieser Schweißnähte.
- Weitere Überlegungen zur hydrostatischen Prüfung:
- Während der hydrostatischen Prüfung vor Ort müssen alle Entlüftungen beim Befüllen geöffnet sein, um eingeschlossene Luft vor dem Anlegen des Prüfdrucks zu entweichen.
- Nicht zu prüfende Ausrüstung ist während der Prüfung zu trennen oder mittels provisorischer Rohrleitungen zu umgehen.
- Sicherheits- und Regelventile sind nicht in die Druckprüfung vor Ort einzubeziehen.
- Temporär für die Prüfung eingesetzte Blenden und Blindflansche müssen dem Prüfdruck standhalten und während der Prüfung sichtbar bleiben.
- Regelventile sollten während der Druckprüfung entfernt oder durch provisorische Spulen ersetzt oder blindgeschaltet werden.
- Rückschlagventile müssen für die Prüfung geöffnet (Klappe oder Kolben entfernt) und danach wieder ordnungsgemäß verriegelt werden.
- Federstützen sind gemäß Herstellerangaben zu sichern oder zu entfernen, und Kompensatoren sind während der hydrostatischen Prüfung zu entfernen.
- Ablassstellen für das Prüfmedium und die Entsorgungsmethode müssen dem vorab genehmigten Verfahren entsprechen.
- Eine Überlastung der Tragstruktur ist während der hydrostatischen Prüfung zu vermeiden.
- Rohrleitungen, die von Federn oder Gegengewichten getragen werden, sollten vorübergehend abgestützt werden, um das Gewicht des Prüfmediums zu tragen. Haltestifte an Federstützen dürfen erst entfernt werden, wenn die Prüfung abgeschlossen und das System entleert ist.
- Der Druck im System sollte schrittweise erhöht werden, bis er weniger als die Hälfte des Prüfdrucks oder 170 kPa Manometerdruck erreicht. Dieser Druck ist für 10 Minuten aufrechtzuerhalten. Anschließend ist der Druck in Schritten von einem Zehntel des Prüfdrucks zu erhöhen, bis der vorgegebene Prüfdruck erreicht ist.
6.4 Prüfgeräte
- Zu den für die Druckprüfung verwendeten Geräten gehören Pumpen, Sicherheitseinrichtungen, Druck- und Temperaturmessgeräte sowie Aufzeichnungsgeräte.
- Die verwendeten Pumpen müssen in der Lage sein, den erforderlichen Prüfdruck zu erzeugen, und die Messgeräte müssen über den entsprechenden Messbereich verfügen.
- Alle Druck- und Temperaturmessgeräte sowie deren Aufzeichnungsgeräte müssen innerhalb von 60 Tagen vor der Prüfung kalibriert worden sein.
- Am Tag der Prüfung müssen gültige Kalibrierzertifikate vorliegen.
- Manometer sollten einen Zifferblattdurchmesser von mindestens 150 mm haben und auf etwa das Doppelte des Prüfdrucks skaliert sein. Die Norm ASME B31.3 erlaubt einen Manometerbereich vom 1,5- bis zum 4-Fachen des Prüfdrucks.
- Für jedes Prüfsystem sollten mindestens zwei Manometer vorhanden sein.
- Ein Manometer sollte am höchsten Punkt angebracht sein, das andere direkt nach der Pumpe oder auf Bodenhöhe. Letzteres sollte ausreichend weit vom Pumpenausgang entfernt sein, um Schäden durch Druckstöße zu vermeiden.
6.5 Reinigung
Nach der Prüfung ist das Rohrleitungssystem des Prüfpakets vollständig zu entleeren. Anschließend sollte das Leitungssystem gespült werden, um alle Fremdstoffe zu entfernen. Die Spülung kann mit sauberem Wasser erfolgen, vorzugsweise mit dem bereits verwendeten hydrostatischen Prüfmedium, sofern dieses nicht verunreinigt wurde.
Während der Spülung sollten Inline-Messgeräte nach Möglichkeit nicht durchströmt werden.
Für bestimmte Anwendungen wie Verdichter- und Turbineneinläufe oder Schmierölleitungen kann eine zusätzliche Reinigung erforderlich sein. Ein separates Reinigungsverfahren sollte vor Beginn der hydrostatischen Prüfung von allen Beteiligten genehmigt werden.
Es ist ratsam, Rohrleitungen und angeschlossene Ausrüstungen auf ein angemessenes Maß zu trocknen und diesen Zustand bis zur Inbetriebnahme aufrechtzuerhalten, insbesondere in feuchten Klimazonen, in denen eine längere Zeitspanne zwischen der hydrostatischen Prüfung und der Inbetriebnahme besteht.
Wissenszentrum

