Novelty Steel est un fabricant expérimenté de structures et fabrications en acier, disposant de ses propres installations de production en Turquie.
La fabrication est le procédé utilisé pour produire des composants métalliques qui, une fois assemblés et soudés, formeront une charpente ou une structure complète. Le processus de fabrication des produits en acier peut être divisé en cinq étapes principales, selon la séquence des opérations.
Chez Novelty Steel, nous utilisons généralement des profilés standards disponibles dans le commerce, achetés auprès des aciéries, ainsi que des matériaux complémentaires tels que des peintures de protection et des fixations provenant de fournisseurs spécialisés.
Nos ateliers modernes de fabrication métallique disposent de systèmes de conception et de dessin assistés par ordinateur (CAO) directement reliés aux machines à commande numérique (CNC) de l’usine, créant ainsi un environnement intégré CAO/FAO. La précision des détails générés par ordinateur, transmis directement aux machines CNC, améliore considérablement les standards de qualité de production.
1. Étapes de la fabrication de l’acier
1.1. Détail d’exécution et préparation des plans d’atelier
Pendant que l’architecte établit les plans, le fabricant examine les étapes de la charpente métallique et recommande d’éventuelles modifications pour les plans d’atelier. Ces dessins d’exécution sont ensuite approuvés ou rejetés par l’architecte.
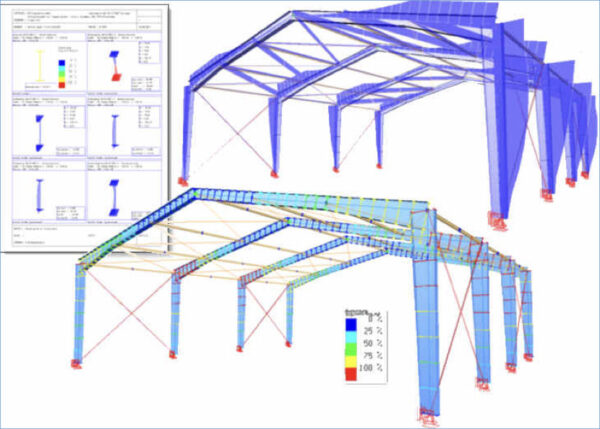
Figure 1 : Analyse structurelle et détail de l’acier
Chez Novelty Steel, nos ingénieurs et dessinateurs travaillent à partir des plans approuvés pour créer les dessins détaillés de toutes les pièces en acier constituant le bâtiment. Ces dessins sont utilisés pendant la fabrication des composants, et chaque plan d’atelier fait l’objet d’une attention particulière concernant :
- Spécification du matériau
- Normes de fabrication
- Dimensions requises
- Préparation de surface
- Dimensions et tolérances
- Peinture
- Soudage
- Boulonnage
2. Travaux de profilage de l’acier
La découpe est la première étape de la fabrication des structures en acier. L’acier de haute qualité est découpé par tronçonnage, sciage ou autres méthodes telles que la scie à ruban, le perçage, la découpe laser, plasma ou par jet d’eau. Les méthodes les plus courantes comprennent le sciage (à froid ou à ruban), le coupage au chalumeau et le cisaillage. Toutes ces opérations sont réalisées en usine, dans des conditions sécurisées et conformes aux normes.
Grâce aux technologies modernes, la plupart des machines CNC sont intégrées aux logiciels de conception, permettant le transfert automatique des tâches de la CAO vers la ligne de découpe. Les lasers CNC, découpeuses de profil et lignes de perçage illustrent cette automatisation de pointe.

Figure 2 : Découpage de l’acier Perçage
2.1. Découpe à la scie à ruban
Des scies à ruban spécialement conçues sont utilisées pour découper les profilés en acier. Les machines modernes intègrent la technologie CNC, permettant des opérations automatisées à grande vitesse sans intervention directe de l’opérateur. Cela améliore considérablement l’efficacité et la productivité lors de la découpe des aciers de construction.

Figure 3 : Coupe à la scie à ruban
2.2. Découpe plasma CNC
Contrairement aux outils de coupe traditionnels tels que les scies et forets, la découpe plasma utilise un arc électrique traversant un gaz ionisé (plasma) pour fondre et couper le métal.
La découpe plasma est une alternative économique à la découpe laser ou à la découpe au chalumeau, idéale pour l’acier doux, l’acier inoxydable et l’aluminium. Pour des matériaux jusqu’à 30 mm d’épaisseur, la découpe plasma est plus rapide et moins coûteuse que la découpe au chalumeau, tout en offrant une finition de bord plus lisse.

Figure 4 : Découpe plasma CNC
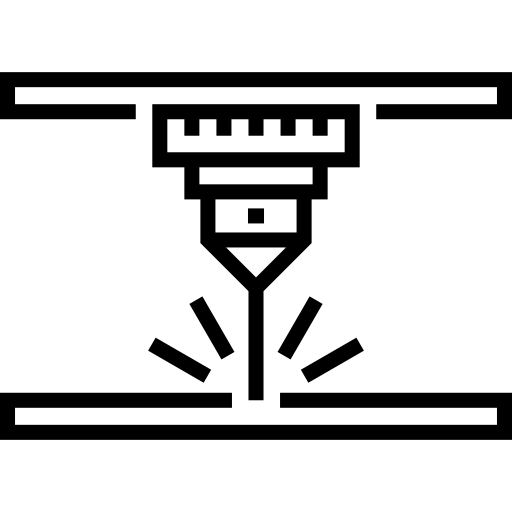
2.3. Découpe laser
Les machines de découpe laser sont des outils utilisés dans un large éventail d’industries pour la découpe de précision et la réalisation de projets de conception. La découpe laser est la méthode moderne de découpe et de fabrication à partir de tôles métalliques, en raison de ses avantages inégalés et de ses économies de coûts, tant pour le fabricant que pour le client. Comme il n’y a pas de coûts d’outillage, et donc pas d’investissement initial, les temps de production sont nettement plus courts par rapport aux méthodes traditionnelles.
Comparée à d’autres procédés de découpe, la découpe laser est très économique. Grâce à l’automatisation par commande numérique (CNC), les coûts de main-d’œuvre sont minimes, car aucune présence humaine n’est nécessaire pendant le fonctionnement des machines.
Les machines de découpe laser CNC offrent des capacités exceptionnelles, permettant des coupes fines et des tolérances très précises. Si vous avez besoin de coupes de précision, les machines de découpe laser sont le meilleur choix. Elles produisent des arêtes et des courbes lisses, nettes et propres sur l’acier doux, l’acier inoxydable et l’aluminium. Elles génèrent peu ou pas de bavures, car le laser fait fondre le métal au lieu de le couper mécaniquement. Les découpeuses laser sont idéales pour la fabrication de pièces en tôle grâce à leur haute précision, leur exactitude et la qualité supérieure de leurs découpes.
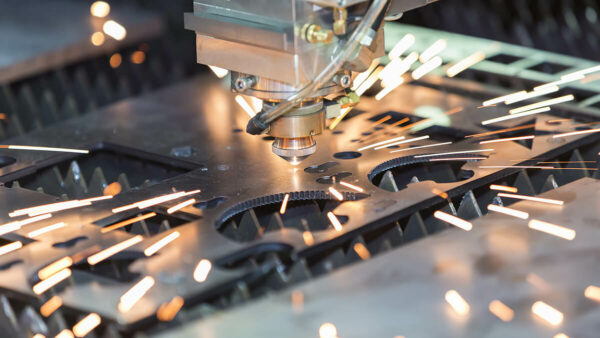
Figure 5 : Découpe laser
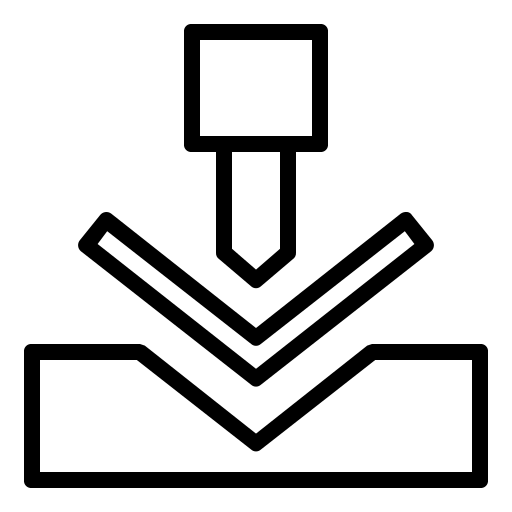
2.4. Pliage métal
Le pliage du métal est l’une des opérations les plus courantes dans la fabrication de tôles métalliques. Également appelée « pressage » ou « pliage », cette méthode permet de déformer un matériau pour lui donner la forme souhaitée.
Le pliage des tôles utilise une force pour modifier la forme du métal sans en altérer la composition chimique. La structure du métal permet de subir plusieurs opérations de formage successives.
Il existe une grande variété d’outils de presses plieuses pour obtenir différents types de pliages. Lors du choix du type de pliage, il faut tenir compte de l’épaisseur du métal, de l’angle de pliage, du rayon de courbure et de la forme souhaitée.

Figure 6 : Pliage du métal
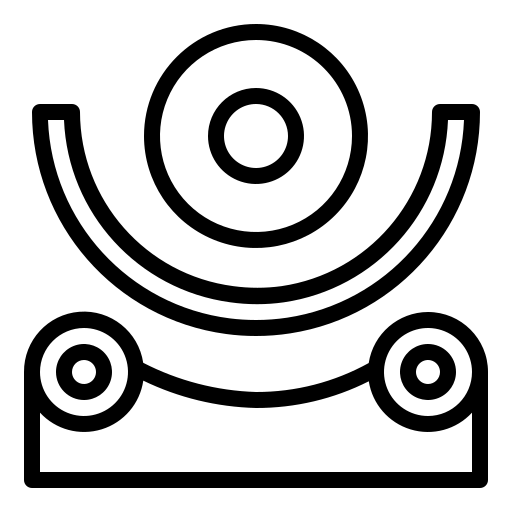
2.5 Roulage de tôle
Pour les grandes tôles métalliques, le roulage est la technique de formage idéale. Bien que des tôles de tailles et d’épaisseurs variées puissent être utilisées, le roulage est principalement employé pour former de grandes pièces métalliques courbes.
Dans le processus de roulage, la tôle métallique est formée en une courbe ou un rayon spécifique entre des rouleaux en rotation. Lorsque la tôle passe entre les rouleaux, elle est comprimée puis progressivement cintrée en cylindre, cône ou segment destiné à la fabrication.

Figure 7 : Roulage de tôle
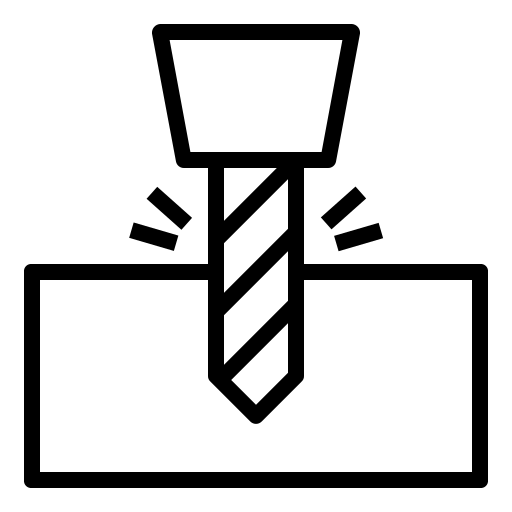
2.6 Perçage de l’acier
Le perçage est une opération très courante dans la fabrication de structures en acier.
Les lignes de perçage CNC sont de plus en plus utilisées pour automatiser et accélérer ce processus grâce aux logiciels modernes. Les lignes de perçage pour acier utilisent des lasers pour mesurer les dimensions exactes et positionner les trous avec une extrême précision. Elles peuvent effectuer le perçage, le taraudage, le fraisage et d’autres opérations avec une grande précision.

Figure 8 : Perçage de l’acier
3. Soudage et assemblage
Les éléments en acier sont assemblés pour former des structures complètes après les opérations de découpe et de formage. Le soudage commence une fois les composants préparés et suit ses propres normes, plans et types de joints de soudure.

Figure 9 : Soudage de l’acier
Le soudage consiste à assembler deux pièces métalliques distinctes — une activité essentielle dans la fabrication métallique. Les éléments peuvent être des tôles, barres, profilés ou formes spéciales. La chaleur est appliquée le long des points de jonction pour fusionner les métaux. Différentes techniques de soudage sont utilisées selon les besoins de production.
3.1 Soudage à l’arc manuel (MMA)
Le soudage à l’arc manuel est utilisé pour pointer ou assembler temporairement des composants avant le soudage final à pleine résistance.
3.2 Soudage MAG (gaz actif métallique)
Le soudage MAG est utilisé pour les soudures continues, à l’aide d’un fil-électrode plein alimenté par un dévidoir dans un pistolet de soudage. Un arc se forme entre le fil et la pièce à souder, faisant fondre les matériaux, tandis qu’une protection gazeuse (argon et CO₂) protège la soudure.
Le soudage MAG est polyvalent et offre des résultats de haute qualité dans de nombreux secteurs industriels lourds.
3.3. Soudage à l’arc submergé (SAW)
Pour souder de longues pièces d’acier afin de fabriquer des éléments structurels, on utilise le soudage à l’arc submergé.Dans le soudage à l’arc submergé, un courant électrique est appliqué à un fil-électrode continu.Cet électrode est généralement de diamètre beaucoup plus important que dans le soudage MAG.L’arc est amorcé lorsque le fil-électrode entre en contact avec la pièce à souder.La protection de la soudure est assurée par le laitier formé par la réaction de l’arc avec une poudre couvrant toute la zone de soudage.
4. Préparation de surface et peinture
Toutes les surfaces métalliques sont nettoyées par sablage ou grenaillage avant l’application de la peinture. À la demande des clients, Novelty Steel propose également un revêtement par galvanisation à chaud, bien que ce procédé soit sous-traité à des partenaires spécialisés.

Figure 10 : Peinture sur acier
Selon le choix de peinture du client, tous les travaux de peinture sont réalisés dans un environnement à température contrôlée conformément aux normes internationales.
Novelty Steel propose plusieurs types de revêtements adaptés à différents niveaux de classes de corrosion.
5. Emballage et expédition
Tous les produits sont étiquetés, emballés, palettisés et stockés dans l’entrepôt des produits finis. Novelty Steel utilise des ponts roulants et des nacelles mobiles pour le chargement des structures métalliques. Nous sommes en mesure de charger tous types de véhicules de transport.

Figure 11 : Emballage de l’acier