Novelty Steel is an Experienced Fabricator of Steel Structures and Steel Fabrications with its Fabrication Facilities in Turkey
Fabrication is the process used to manufacture steelwork components that will, when assembled and joined, form a complete frame or structure. The fabrication process of steel products can be categorized into 5 steps primarily based on the sequence of the task
At Novelty Steel, we usually use readily available standard sections that are purchased from the steel mills, together with complementary material such as protective paints and fasteners from other specialist suppliers.
Our modern steelwork fabrication shops have computer-aided design and detailing (CAD), which is linked directly to factory floor computer numerically controlled (CNC) machinery, creating a genuine seamless CAD/CAM environment. The accuracy of the computer-generated details being transmitted directly to the CNC machinery increases the quality standards of the production.
1.Steel Fabrication Steps
1.1.Steel Detailing and Shop Drawing Preparations
While the architect creates the blueprint, a fabricator evaluates the steps with steelwork and recommend alterations that could be done to the shop drawing. And then, approval or rejection of these steel detailing works are done by the architect.
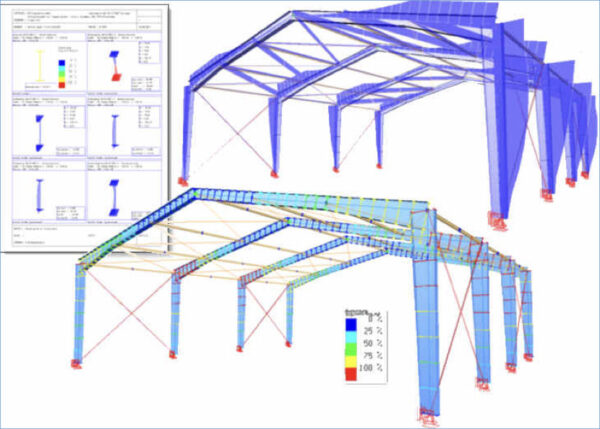
Figure 1: Structural Analysis and Steel Detailing
At Novelty Steel, our engineers and draftsmen work on the approved blueprint to create the details of the all steel parts that form the steel building. These drawings will be used while manufacturing the components. For every individual shop drawing that is created, the below-mentioned aspects get the undivided attention:
- Material specification
- Manufacturing standards
- Required dimensions
- Surface setups
- Size
- Painting
- Welding
- Bolting
2.Steel Profiling Works
Cutting is the first part of steel structures. High-grade steel needs to be cut by cropping or sawing using different tools like band sawing and drilling lines, laser cutters, plasma cutters, or water jets etc. The methods typically employed are sawing (cold sawing or band sawing), burning and shearing. All these tasks are performed under a closed manufacturing factory and all required safety measures are taken for these processes.
With the advancement in the technology, majority of the CNC machinery are integrated with the design software which provides automatic transfer of the jobs from design software to the cutting line. CNC Lasers, CNC Profile Lasers and CNC Drilling Lines are a few example of this cutting edge technology.

Figure 2 :Steel Cutting Drilling
2.1. Band Saw Cutting
Specially designed band saws are used for cutting structural steel profiles. The latest band saw machines incorporate CNC technology to facilitate high-speed, automated cutting operations, with no requirement for direct operator involvement. This enables considerable efficiency and productivity improvements in structural steel cutting processes.

Figure 3 : Band saw Cutting
2.2. CNC Plasma Cutting
Many CNC machines involve the use of traditional saw blades, drill bits, and other mechanical tools. Plasma cutting uses a totally different approach. Cutting is performed by means of a stream of electricity, which melts the subject metal. This electricity travels to the metal through a stream of ionized gas, also known as plasma.
Plasma cutting is a cost-effective alternative to laser and flame cutting and it is ideal for processing mild steel, stainless steel and aluminium. For up to 30 mm thickness, plasma cutting prove to be faster and cheaper than flame cutting, providing a smoother edge finish as well.

Figure 4: CNC Plasma Cutting
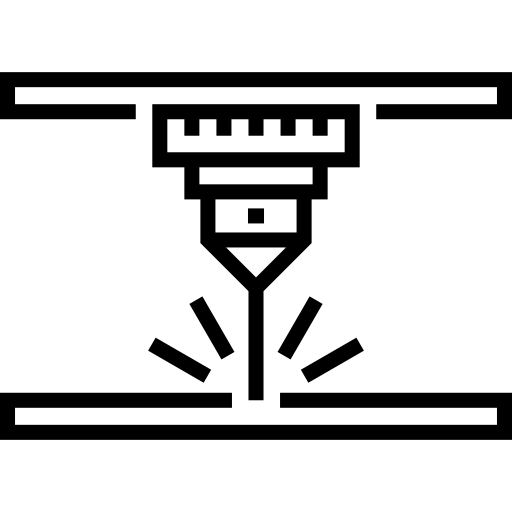
2.3. Laser Cutting
Laser cutting machines are a tool used in a wide range of industries for precision cutting and designing projects. Laser cutting is the modern way to cut and manufacture from sheet metal due to the unrivalled benefits and cost savings to both us the manufacturer and the client. As there are no tooling costs, and therefore no outlay, production times are significantly lower compared to the traditional methods.
Compared to other cutting mechanisms, laser cutting is very cost effective. Because of the CNC automation involved, labour costs are minimal, as no one needs to operate these machines when they’re in use.
CNC Laser Cutting machines have highly profound capabilities, able to create small cuts and tight tolerances. If you need precision cuts, laser cutting machines are the best choice. They provide smooth, sharp, and clean edges and curves on mild steel, stainless steel and aluminium. They will also produce little to no burring since the laser melts the metal, rather than cutting it. Laser cutters are a perfect fit for sheet metal fabrication due to their high precision, accurate and high-quality cuts.
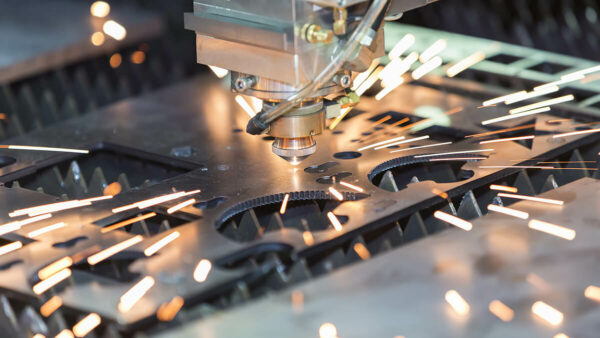
Figure 5: Laser Cutting
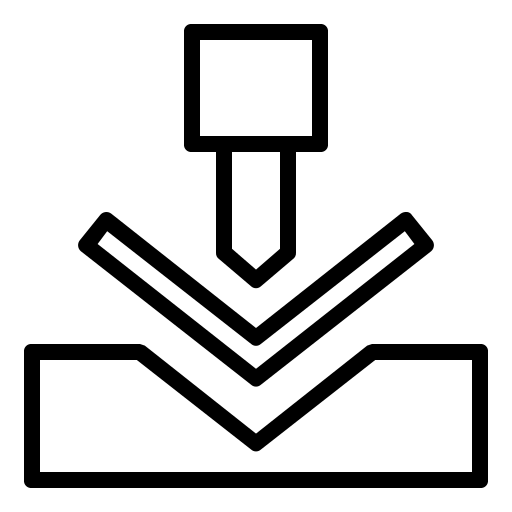
2.4. Metal Bending
Metal Bending is one of the most common sheet metal fabrication operations. Also known as press braking, folding, this method is used to deform a material to a desired shape.
Sheet metal bending is an operation which uses forces to change the shape of a sheet. This is performed to achieve the desired form or shape needed for a metal part. The force used modifies only the external shape of the sheet without compromising its chemistry. The structure of the sheet metal further allows it to undergo multiple shaping processes.
There’re a great variety of press brake tools in order to obtain different metal bending. When you need to decide the type of bending, you must take into account: the thickness of the metal, the type of curve you want to obtain, the angle of bend, its size and others.

Figure 6: Metal Bending
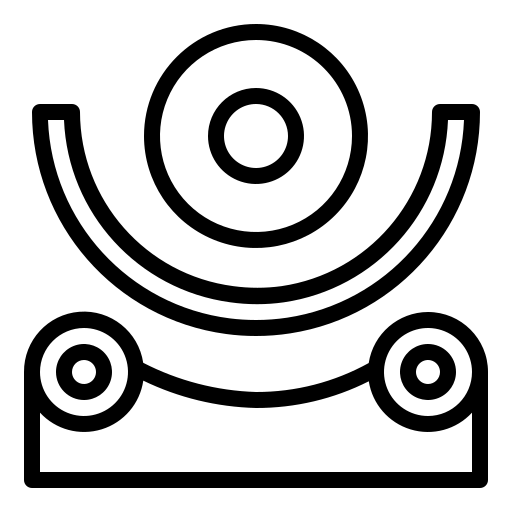
2.5 Plate Rolling
For sheet metals with large sizes, plate rolling is the ideal technique of formation. Although various sizes and thicknesses sheets may be used, this is the primary manufacturing process for metal bending large pieces of plate for curved forms.
In the plate rolling process, a sheet metal is formed into a specific curve or radius. The plate is placed between rollers, which turn in opposite directions, with a gap smaller than the thickness of the metal plate. As the plate moves between the rollers, it is compressed and eventually bended into a full cylinder, cylinder segment, full cone, that can then be used as part of a fabrication project.

Figure 7: Plate Rolling
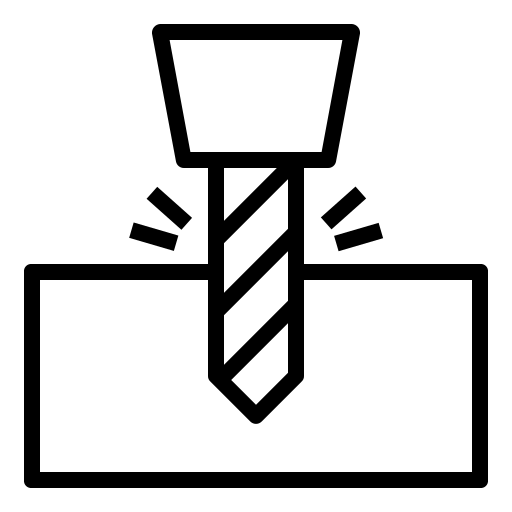
2.6 Steel Drilling
Drilling is a very common operation in structural steel fabrication and CNC drilling lines are becoming more common in the last decade to automatize and accelerate this process with modern automation software.
Steel drilling lines use lasers to measure the exact dimensions of the steel they are about to drill. They then move the steel (or move the drill bit) to the hole centres specified by the CNC programs. They can then drill, tap, counter sink and more to an extremely high degree of accuracy.

Figure 8: Steel Drilling
3.Welding & Fit up
Steel sections are assembled to make complete steel structures. After cutting and forming of steel components are done, then the welding process begins to assemble it into a complete structure. Welding has its own set of codes, blueprints, and types of weld joints.

Figure 9: Steel Welding
The process of welding involves the joining of two separate metal parts and it is a core activity in the fabrication. The parts used in a welding application could be sheets, sections, bars or shapes. Welding is achievable through numerous methods and tool types. Often, a weld is achieved through the application of heat along the points where the two pieces are meant to be joined. Different welding techniques are used for different activities within the fabrication factory.
3.1 Manual Metal Arc welding
MMA or ‘Shielded metal arc’ welding is used to temporarily join or tack weld components during fabrication prior to full strength welding.
3.2 Metal Active Gas welding (MAG)
Metal Active Gas (MAG) is used for continuous welding. MAG welding employs a continuous solid wire electrode carrying current. This is supplied by a power source and fed through a “Gun” by a roller wire-feeder. An arc is struck between the continuous metal electrode and the steel work piece – this effectively melts the two together. The molten weld pool is protected from atmospheric oxidation by a gas shield (formed from an Argon and Carbon Dioxide mixture).
MAG welding is a common welding technique that is used in a variety of industries. This method is quite versatile and allows to get high-quality results. It is used a lot in the metal and heavy manufacturing sectors.
3.3. Submerged Arc Welding (SAW)
For welding long pieces of steel together to fabricate structural sections, submerged arc welding is used. In Submerged arc welding a power current is applied to a continuous wire electrode. This is generally much larger diameter than in MAG welding. The arc is struck when the wire electrode contacts the work piece. Protection of the weld is provided by slag, formed by the action of the arc on a powder covering the whole weld reaction area.
4.Surface Preparation & Painting
All the metal surfaces are cleaned by sandblasting or shot blasting before the paint application. Upon the request of the clients, Novelty Steel also offers hot dip galvanization coating to its clientele, however hot dip galvanization works are outsourced to specialized galvanization subcontractors.

Figure 10 : Steel Painting
Based on the paint selection of the customer, all painting works are performed in climate controlled environment according to the international standards.
Novelty Steel offers various types of paint coating for different levels of corrosion class environments.
5.Packaging and Shipment
All the products are marked, packed and palletized and stored in the finish product warehouse. Novelty Steel uses overhead cranes and mobile high-up for the loading of steel structures. We are able to load all means of transportation vehicles.

Figure 11: Steel Packaging