
Novelty Structures führt Schweißprüfungen wie Sichtprüfung, Farbeindringprüfung, Magnetpulverprüfung und Röntgenprüfung durch.
1. Einführung
Ein unbeachteter Fehler im Schweißprozess kann zum Verlust von Festigkeit und Haltbarkeit führen und schließlich zum Versagen der Konstruktion mit erheblichen Folgen.
Im Rahmen des Qualitätskontrollprogramms für Schweißarbeiten werden Schweißprüfungen in zwei Gruppen unterteilt: zerstörungsfreie und zerstörende Prüfungen. Zerstörungsfreie Prüfungen werden durchgeführt, ohne das geschweißte Teil zu beschädigen, während zerstörende Prüfungen eine physische Verformung des Werkstücks erfordern.
2. Zerstörungsfreie Prüfungen
- Visuelle Inspektion

Abbildung 1: Sichtprüfung
Die Sichtprüfung ist die gebräuchlichste und grundlegendste Art der Schweißprüfung. Nach Abschluss einer Schweißnaht wird sie visuell auf Unregelmäßigkeiten wie Risse, Krater, übermäßige Verstärkung, Nahtgröße, Einbrandkerben und andere Fehler überprüft. Es ist sinnlos, eine zerstörende Prüfung durchzuführen, wenn die Schweißnaht bereits die Sichtprüfung nicht besteht. Bei Nichtbestehen ist vor der Instandsetzung keine weitere Prüfung erforderlich.
- Farbeindringprüfung

Abbildung 2: Farbeindringprüfung
Eine farbige Flüssigkeit wird verwendet, um Schweißfehler zu erkennen. Diese Prüfung kann Oberflächenrisse und Diskontinuitäten sichtbar machen. Die Schweißnaht wird gründlich gereinigt, bevor das Eindringmittel aufgetragen wird. Durch Kapillarwirkung dringt es in kleinste Oberflächenrisse ein.
- Magnetpulverprüfung

Abbildung 3: Magnetpulverprüfung
Dieses Verfahren nutzt das Magnetfeld ferromagnetischer Metalle und ist daher nur für solche Metalle anwendbar. Es beobachtet Veränderungen im Magnetfeld über der Schweißnaht und überprüft auf Diskontinuitäten. Das Vorhandensein von Unregelmäßigkeiten in oder unter der Oberfläche verursacht Leckstellen im Magnetfluss, da Luft nicht so viel Magnetfeld leiten kann wie Metall.
- Röntgenprüfung
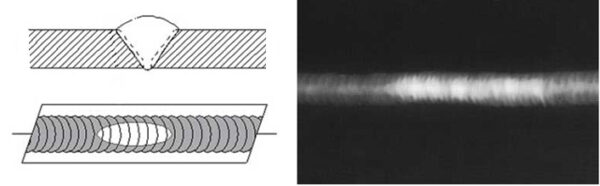
Abbildung 4: Röntgenprüfung
Die Röntgenprüfung ist anwendbar, wenn auf die Schweißverbindung von beiden Seiten zugegriffen werden kann. Dabei wird mittels Röntgen- oder Gammastrahlen ein Bild der Schweißnaht auf einen Film projiziert. Bereiche mit hoher Dichte erscheinen auf dem Film heller. Unregelmäßigkeiten wie Lunker, Schlackeneinschlüsse, Risse, Poren und Bindefehler haben eine geringere Dichte und erscheinen dunkler.
3. Zerstörende Prüfungen
- Säureätzungstest
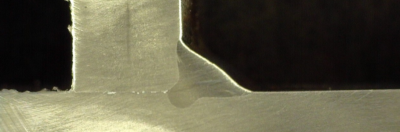
Abbildung 5: Säureätzungstest
Der Säureätzungstest wird verwendet, um die Qualität einer Schweißnaht zu beurteilen. Die Säure greift Risskanten im Grund- oder Schweißmetall an und macht vorhandene Fehler sichtbar. Zudem zeigt sie die Grenze zwischen Grund- und Schweißmetall sowie die Form der Schweißnaht. Diese Prüfung wird üblicherweise an einem Querschnitt der Verbindung durchgeführt.
- Geführter Biegeversuch
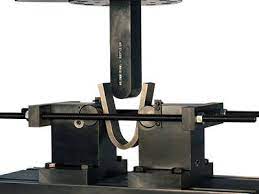
Abbildung 6: Geführter Biegeversuch
Der geführte Biegeversuch bestimmt die Duktilität des Schweißmetalls an Oberfläche und Wurzel einer Schweißverbindung. Dabei wird das geschweißte Bauteil in der Mitte positioniert und an den Enden abgestützt. Nach einer Biegung um 180 Grad erfolgt eine Sichtprüfung auf Risse oder Fehler. Um den Test zu bestehen, dürfen keine Risse größer als 3,2 mm in irgendeiner Richtung auftreten.
- Zugfestigkeitsprüfung

Abbildung 7: Zugfestigkeitsprüfung
Die Zugfestigkeitsprüfung dient zur Überprüfung der Festigkeit der Schweißverbindung. Zunächst wird die zu prüfende Fläche berechnet, indem Breite und Dicke multipliziert werden. Anschließend wird die Probe in eine Maschine eingespannt, die in der Lage ist, die zum Bruch erforderliche Kraft aufzubringen. Während die Probe gezogen wird, wird die aufgebrachte Kraft mit einem geeigneten Messgerät erfasst. Sobald die Probe bricht, wird die Zugkraft aufgezeichnet und daraus die Zugfestigkeit berechnet. Allgemein anerkannte Kriterien besagen, dass die Probe nicht bei weniger als 90 % der Zugfestigkeit des Grundmaterials brechen darf.
5. Fazit
Bei Stahlbauarbeiten sind zerstörungsfreie Prüfungen ein gängiger Bestandteil der Schweißqualitätskontrolle. Die Art der Prüfung und die Menge des zu prüfenden Materials richten sich nach der Beschaffenheit des Produkts und den Projektspezifikationen.
Normen und Regelwerke erlauben bestimmte Toleranzen für Schweißnahtunregelmäßigkeiten, daher bedeutet das Vorhandensein von Unregelmäßigkeiten – unabhängig von der durchgeführten Prüfung – nicht zwangsläufig, dass die Schweißnaht unzulässig ist.
Wissenszentrum

