
Novelty Steel performs Welding Tests such as Visual Inspection, Dye Penetrant Testing, Magnetic Particle Inspection and Radiographic Tests.
1. Introduction
An unattended error in the welding process may have lead loss of strength, durability and eventually failure of the structure causing significant consequences.
Setup under the welding quality control program, welding test are categorized into two groups; non-destructive and destructive test. Non-destructive test are executed without damaging the welded part whereas destructive test will require physical deformation of the work piece.
2. Non Destructive Test
- Visual Inspection

Figure 1: Visual Inspection
Visual inspection is the most common and basic type of welding test. After a weld finished, visual examination checks for weld discontinuities such as cracks, craters, excessive reinforcement, weld size, undercut and others. No sense is performing destructive testing if performance fails initial visual inspection of the weld. If the visual test fails, there is no need for another means of weld testing before fixing the failed weld.
- Dye Penetrant Inspection

Figure 2: Dye Penetrant Inspection
A colouring liquid is used to detect weld defects. This test is capable to find surface cracks and discontinuities on the surface. The weld surface is thoroughly cleaned before the penetrant agent is sprayed over the weld and capillary action draws it into any minute surface cracks.
- Magnetic Particle Inspection

Figure 3: Magnetic Particle Inspection
This method uses the magnetic field of the ferro-magnetic metals. Therefore it can only be used for ferro metals. It observes the changes in the magnetic field over the surface of the weld and checks discontinuities. The presence of a weld discontinuity in the material surface or subsurface causes the magnetic flux to leak, since air can’t support as much magnetic field as metals.
- Radiographic Test
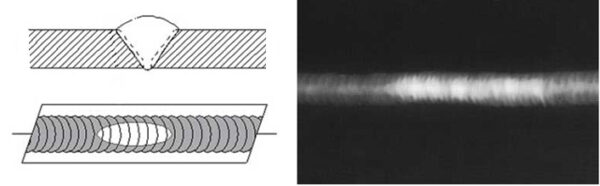
Figure 4: Radiographic Test
RT is applicable if welded joints can be accessed from both sides. Radiographic testing uses X-ray or gamma rays to reflect the image of the weld onto a radiographic film. The sections of the weld that have the highest density will appear the lightest in the film upon the film’s expose to the radiation source. Discontinuities in the weld will project lower density therefore voids, slag inclusions, cracks, porosity and lack of fusion appear darker in the film.
3. Destructive Tests
- Acid Etch Test
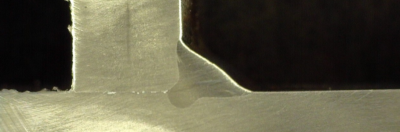
Figure 5: Acid Etch Test
Acid Etch Test is used to determine the soundness of a weld. The acid attacks or reacts with the edges of cracks in the base or weld metal and discloses any present weld defects. It also clarifies the boundary between the base and weld metal and reveals the shape of the weld. This test is usually performed on a cross-section of the joint.
- Guided Bend Test
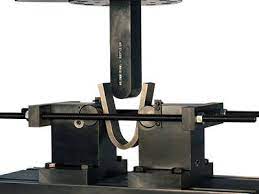
Figure 6: Guided Bend Test
Guided bend tests determines the ductility of weld metal at the surface and root of a welded joint. To perform this test the welded part is located at its centre point while being supported by lower edges. After it is bent 180 degrees, visual checks will be performed for cracks or defects. In order to pass the test, no cracks larger than 3.2 mm in any dimension should appear on the surface.
- Tensile Strength Test

Figure 7: Tensile Strength Test
The tensile strength test aims to test the strength of the welded joint. First, the area of the location to be tested is calculated by multiplying the width and thickness. Then the sample is located in a machine capable of applying a force required to break the sample. As the sample is pulled, the force applied is measured with appropriate gauge. When the sample breaks, the tensile load is recorded and then tensile strength is calculated. Widespread accepted criteria for this test is that the sample shall not pull apart at less than 90% of the tensile strength of the base metal.
5. Conclusion
For steel fabrication works, non-destructive test are very common part of the welding quality control. The test type and the quantity of the material to be tested are determined according to the product nature and project specifications.
The codes and standards have allowances for the amount of weld discontinuities, therefore, regardless of the performed test, the presence of discontinuities does not mean the weld fails.
Knowledge Hub

