
Novelty Steel est un fabricant expérimenté dans la fabrication de bobines de tuyauterie en acier au carbone et en acier inoxydable.
Toutes les fabrications de bobines sont réalisées dans nos installations de pointe en Turquie.
Table des matières
1. Considérations générales pour la fabrication de bobines de tuyauterie
- Avant l’installation des bobines préfabriquées, un processus de nettoyage complet est essentiel. L’intérieur et l’extérieur des composants de tuyauterie doivent être nettoyés à l’aide de moyens appropriés. Le nettoyage doit éliminer toutes les matières étrangères : calamine, sable, projections de soudure, copeaux, etc. Certains services de fluide peuvent avoir des exigences de nettoyage spécifiques à suivre selon les spécifications matériaux, les isométriques ou la liste de ligne.
- Si des pentes sont indiquées sur les plans, il est essentiel de respecter les pentes spécifiées.
Les pentes servent au drainage des lignes et sont particulièrement importantes pour les lignes transportant des hydrocarbures ou d’autres liquides inflammables ou toxiques. - Pour permettre le passage des tuyaux à travers des murs ou planchers en béton, il est important de ne pas les noyer directement dans le béton. Il est recommandé de faire passer les tuyaux à travers des fourreaux intégrés au béton. Ces fourreaux doivent offrir un jeu radial de 12 mm par rapport à la bride, incluant l’isolation le cas échéant. Pour les tuyaux traversant des planchers ou caillebotis, un collerette de 75 mm doit être soudée au plancher ou au caillebotis.
- Lorsque la tuyauterie doit traverser une tôle de plancher ou un caillebotis, une collerette de 75 mm de hauteur doit être soudée à la tôle ou au caillebotis. Le diamètre intérieur de cette collerette doit être suffisamment grand pour offrir un jeu minimal de 25 mm avec la bride traversante. La collerette soudée agit comme une barrière protectrice, garantissant que la tuyauterie traverse la tôle ou le caillebotis sans causer de dommages ni de friction.
- Lors de l’installation de tuyauteries inox à proximité de tuyauteries en acier au carbone, des précautions particulières doivent être prises pour éviter tout contact direct entre les deux matériaux à n’importe quelle étape. De plus, les brides pleines, obturateurs et bouchons en acier au carbone ne doivent jamais être utilisés sur des tuyauteries ou composants inox, même temporairement.
2. Soudage sur site
Il existe deux types de soudures sur site : la soudure bout à bout et la soudure emboîtée (cordon). Les soudures bout à bout et emboîtées sont des soudures de retenue de pression, tandis que les cordons servent à fixer des éléments structurels pour apporter rigidité ou flexibilité selon la configuration.
La préparation des chanfreins pour les soudures sur site est identique à celle utilisée en atelier. Toute différence rencontrée lors de l’ajustage peut nécessiter une force importante pour aligner le joint de soudure sur site. Les bobines étant déjà rigides, l’ajustement avec la tuyauterie ou le raccord voisin peut nécessiter du meulage et des ajustements.
Toutes les bobines sont fournies avec une longueur supplémentaire (25–50 mm) pour les corrections sur site. Il faut éviter toute contrainte excessive sur les bobines pour prévenir les contraintes résiduelles. Une contrainte excessive peut entraîner des fissures dans la soudure ou la zone affectée thermiquement pendant le service.
Après ajustage, la soudure est généralement réalisée sur les racks de tuyauterie ou en hauteur avec échafaudage. Comme les bobines ne peuvent pas être déplacées pour les soudures sur site, des soudeurs qualifiés toutes positions doivent être employés.
Les soudures sur site doivent suivre le DMOS applicable et faire l’objet d’une inspection visuelle. Des examens CND suivent. Après validation des CND, le joint peut subir un traitement thermique si requis. L’essai hydrostatique est ensuite effectué, suivi de la préparation de surface et de la peinture.
3. Raccordements par brides
Lors de l’assemblage de brides appairées, un soin méticuleux est nécessaire pour assurer un alignement correct des bobines de tuyauterie. Cette approche évite de créer des contraintes excessives dans les bobines. Une attention particulière doit être portée aux raccordements par brides liés aux équipements rotatifs tels que pompes, turbines, compresseurs, ainsi qu’aux équipements statiques comme les cold boxes et aéroréfrigérants.
Ces raccordements doivent être vérifiés pour déceler tout désalignement ou jeu excessif après l’alignement final de l’équipement.
L’ajustement des joints critiques—soudés ou boulonnés—est généralement inspecté par toutes les parties : entrepreneur, consultant et client. Parfois, un représentant du fabricant de l’équipement peut également être impliqué. Les protections temporaires sur les brides d’équipement doivent rester en place jusqu’au raccordement final.
Lors de l’assemblage d’un joint de bride, le joint entre les faces doit être comprimé uniformément. Les boulons doivent être serrés selon la séquence recommandée. Les boulons doivent dépasser entièrement l’écrou sans excéder 6 mm ou trois filets. Cela garantit l’étanchéité correcte du joint de bride.
4. Vannes, instruments et autres composants
4.1 Vannes
- Les vannes doivent être installées avec l’orientation de la tige/de l’actionneur indiquée sur les plans d’implantation. Cette orientation doit garantir une exploitation et une maintenance sûres, notamment pour les vannes situées en hauteur sur les racks de tuyauterie ou structures similaires.
- Pour les vannes unidirectionnelles portant une « flèche de direction de flux », le sens de circulation doit correspondre à celui indiqué. Si aucune flèche n’est indiquée, la vanne est généralement considérée comme bidirectionnelle.
- Pour garantir la sécurité, les tiges des vannes ne doivent pas empiéter sur les zones de circulation.
- Pour les vannes situées en sous-sol ou en tranchée, des boîtes à vannes et rallonges de tiges doivent être prévues.
- Les soupapes de décharge doivent être installées verticalement et être accessibles depuis une plateforme ou le sol. Si les soupapes évacuent des liquides ou gaz dangereux, elles doivent être raccordées vers un point de rejet sûr et conforme aux exigences environnementales.
4.2 Purges et drains
Les purges en point haut et les drains en point bas sont des exigences standard dans les systèmes de tuyauterie. Même si cela n’est pas explicitement indiqué, des purges et drains sont généralement prévus aux points hauts et bas.
Les purges en point haut permettent d’évacuer l’air ou les gaz emprisonnés, évitant les poches d’air et assurant un écoulement correct. Les drains en point bas éliminent les liquides ou condensats accumulés, évitant les dommages et obstructions.
4.3 Instruments
Les instruments en ligne comprennent les diaphragmes de restriction, vannes de régulation, soupapes de sécurité, soupapes de décharge, rotamètres, ensembles de brides à orifice, venturis et débitmètres. La fabrication et l’installation des tuyauteries jusqu’à la première vanne d’isolement/buse/bride pour les instruments hors ligne font partie des travaux de tuyauterie.
Les orientations des instruments de température, pression, débit et niveau doivent respecter les plans. Le respect strict des tolérances garantit l’exactitude et la cohérence des mesures.
4.4 Supports de tuyauterie
Les supports de tuyauterie jouent un rôle essentiel dans :
- La prise en charge du poids propre et du poids en service de la tuyauterie
- La gestion des effets thermiques dus à la température du fluide
- L’atténuation des vibrations générées par l’écoulement du fluide
Les supports pour DN 50 (2″) et plus sont indiqués sur les plans ; les tailles inférieures suivent les spécifications générales.
Des supports supplémentaires peuvent être nécessaires sur site selon les conditions et la configuration.
Des supports temporaires peuvent être utilisés, mais il est interdit de les souder sur les tuyauteries. Une fois les joints sur site réalisés, tous les supports temporaires doivent être retirés. La tuyauterie ne doit conserver que les supports indiqués sur les isométries.
Pour les tuyauteries en inox, il faut utiliser des colliers et étriers en inox. Si d’autres matériaux sont utilisés, une garniture de protection appropriée doit toujours être placée entre le support et la tuyauterie inox.
Installation des Boulons
- Lors du boulonnage des raccords à joint et à bride, il est crucial de comprimer le joint uniformément pour atteindre les couples minimums requis.
- Lors du serrage des raccords à bride, il est important de suivre un motif séquentiel, en serrant les boulons en diagonale les uns par rapport aux autres, dans le sens horaire ou antihoraire. Cette méthode assure un serrage uniforme du joint sur toute la surface d’appui.
- La surface de la face de bride doit être exempte de diverses imperfections telles que la rouille, les projections de soudure, les cicatrices, la peinture, les bosses, les amorçages d’arc, la piqûre de corrosion et autres défauts.
- Pour tous les raccords à bride, il est spécifié que des tiges filetées et des écrous entièrement filetés doivent être utilisés. Une fois le processus de serrage terminé, il doit y avoir un minimum d’un et un maximum de trois filets complets dépassant de l’écrou.
5.1 Procédure de Boulonnage des Brides
Le processus d’installation des raccords à bride comprend plusieurs étapes :
- Installer toutes les tiges et tous les écrous au serrage à la main. Assurez-vous que les tiges passent librement à travers les trous de bride.
- Numéroter chaque tige en fonction de sa position dans la bride, en suivant la séquence indiquée dans les figures ci-dessous pour le serrage des tiges.
- Serrer les tiges dans la séquence déterminée selon la Figure 1.
- Serrer les tiges filetées par étapes pour atteindre le couple final requis du tableau de couple spécifié, selon la séquence de la Figure 1. La première étape ne doit pas dépasser 30% du couple final. Le couple final doit être à ±5% de la valeur de couple requise.
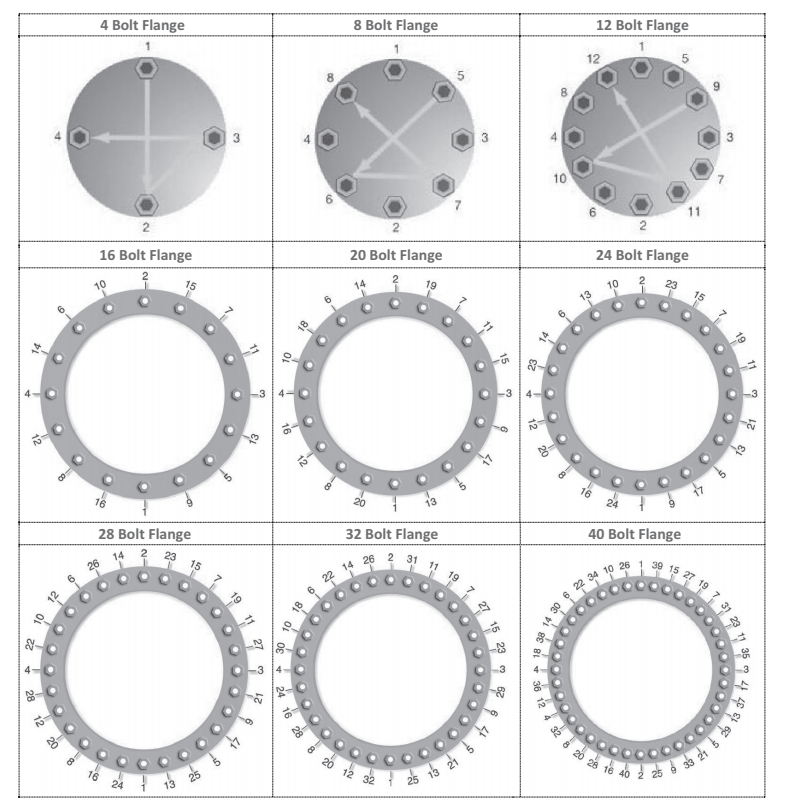
Figure 1 : Séquence de Serrage des Boulons
5.2 Causes des Fuites de Brides
- Contrainte de Boulon Inégale : Une procédure de boulonnage incorrecte ou un espace de travail limité près d’un côté de la bride peut entraîner un serrage inégal des boulons. Cette situation peut laisser certains boulons desserrés, tandis que d’autres écrasent le joint.
- Alignement de Bride Incorrect : Un mauvais alignement des brides, en particulier des faces non parallèles, peut entraîner une compression inégale du joint, un écrasement local et une fuite ultérieure.
- Centrage de Joint Incorrect : Lorsqu’un joint est décentré par rapport aux faces de bride, cela peut entraîner une compression inégale du joint, le rendant plus sujet aux fuites.
- Faces de Bride Sales ou Endommagées : La présence de saleté, de tartre, de rayures, de saillies ou de projections de soudure sur les surfaces d’appui du joint peut créer des chemins de fuite ou provoquer une compression inégale du joint, entraînant des problèmes de fuite potentiels.
- Charges Excessives aux Emplacements des Brides : Des forces et des moments excessifs dans un système de tuyauterie au niveau des brides peuvent entraîner une déformation pendant le fonctionnement, causant potentiellement des fuites. Les causes courantes de ce problème comprennent une flexibilité inadéquate du système, l’utilisation d’une force excessive pour aligner les brides pendant le montage, et le placement incorrect des supports, des butées ou des lyres de dilatation.
- Choc Thermique : Les fluctuations rapides de température peuvent provoquer une déformation temporaire des brides, entraînant des fuites.
6. Essais sous Pression
Après l’achèvement satisfaisant de la fabrication, la tuyauterie est préparée pour les essais hydrostatiques/pneumatiques selon le cas. L’essai sous pression suit les exigences spécifiques décrites dans les spécifications d’ingénierie du projet et conformément aux codes et normes applicables.
- L’essai hydrostatique en atelier est requis pour la fabrication de tronçons de tuyauterie, en particulier lorsque la peinture des tronçons est terminée avant l’installation. Ceci est souvent spécifié dans les dessins isométriques ou d’autres documents pertinents.
- L’essai hydrostatique en atelier est essentiel avant la galvanisation des tronçons de tuyauterie.
- La tuyauterie sous pression doit subir un essai hydrostatique ou pneumatique, tel que spécifié dans les spécifications d’ingénierie du projet. La pression d’essai habituelle pour les essais hydrostatiques est de 1,5 fois la pression de service normale.
- Les essais sont effectués en présence de toutes les parties prenantes, et les rapports d’essai sous pression sont approuvés et signés par toutes les parties témoins.
- Les systèmes de tuyauterie ouverts d’évent, de drainage et similaires fonctionnant à pression atmosphérique sont exemptés des essais sous pression, mais nécessitent un essai d’étanchéité en remplissant les conduites d’eau.
- Les tampons de renfort (ou patins) aux piquages subissent un essai à l’air du tampon à 35 kPa manométrique. Les surfaces de soudure sont inspectées pour détecter les fuites, et le trou d’évent est bouché après l’essai. Le trou d’évent sur le tampon de renfort doit être bouché avec de la graisse épaisse ou un mastic silicone après l’essai.
- Les courts tronçons de tuyauterie sous pression retirés pour l’installation de plaques d’obturation (ou disques d’essai) sont testés séparément.
- Les raccords à bride aux points où des plaques d’obturation sont utilisées pendant les essais sous pression ne nécessitent pas d’essais séparés après le retrait des plaques d’obturation.
- Une inspection approfondie des raccords filetés et des raccords à emboîtement est effectuée après le montage pour assurer l’étanchéité.
- Le re-test de tout « piquage » ou travail de réparation sur une ligne déjà testée est généralement effectué en utilisant la même procédure et la même pression d’essai que l’essai original.
- Assurez-vous que l’intérieur de tous les tuyaux, vannes, raccords et équipements associés est propre et exempt de corps étrangers avant l’essai sous pression.
- L’équipement intermédiaire est normalement isolé ou retiré de la section d’essai. Si l’équipement est inclus, des crépines temporaires en ligne sont installées pour éviter les dommages causés par des débris étrangers.
- Des essais sur banc des soupapes de sûreté, l’étalonnage et le réglage sont requis avant l’essai.
6.1 Systèmes de Lots d’Essais
Lors de l’essai hydrostatique final des pipelines, il est préférable de tester l’ensemble du système comme un seul grand système de tuyauterie. Cependant, il y a des considérations et des exceptions à cette approche :
- Différences de Pression de Conception : Lorsque la différence entre les pressions de conception des composants du système dépasse 15% de la pression de conception la plus basse, il peut être déconseillé de tester l’ensemble du système comme une seule unité. La pression d’essai pour l’ensemble du système connecté doit être égale à la pression d’essai appliquée au composant du système ayant la pression de conception la plus basse.
Si des systèmes de tuyauterie de différentes pressions de conception sont entièrement soudés ensemble, un essai sous pression en cascade peut être requis. Cela implique de terminer l’essai sous pression sur le système à pression plus élevée avant le soudage de fermeture du système, puis de répéter l’essai sous pression complet pour les systèmes combinés à la pression la plus basse.
- Inclusion d’Équipements : Des équipements tels que les échangeurs de chaleur, les appareils à pression et les fours peuvent être inclus dans le système d’essai, à condition que la pression d’essai du système ne dépasse pas la pression d’essai en atelier de tout équipement inclus.
- Équipements et Composants Exclus : Certains équipements et composants sont généralement exclus du lot d’essais de tuyauterie :
-
- Équipements rotatifs (pompes, compresseurs, turbines)
- Soupapes de sûreté, disques de rupture, pare-flammes et purgeurs de vapeur
- Appareils à pression avec internes sophistiqués
- Équipements et tuyauteries revêtus de réfractaire
- Cuves de stockage
- Filtres (si les éléments filtrants ne sont pas démontés)
- Échangeurs de chaleur avec plaques tubulaires et internes conçus pour la pression différentielle
- Instruments (vannes de régulation, manomètres, indicateurs de niveau, débitmètres, à l’exception des thermocouples)
- Lignes de Tuyauterie Exclues : Certaines lignes de tuyauterie sont souvent exclues des essais hydrostatiques du système sur site, notamment :
-
-
- Unités préfabriquées (packages) préalablement testées par le fabricant
- Systèmes de plomberie testés selon les codes de plomberie
- Lignes et systèmes ouverts à l’atmosphère (drainages, évents, décharge ouverte de soupapes de sûreté, égouts atmosphériques)
- Lignes d’impulsion d’instruments en aval de la première vanne d’isolement
-
- Milieu d’Essai et Considérations :
- L’essai hydrostatique est généralement effectué avec de l’eau, à moins que le gel ou des effets néfastes sur le matériau de la tuyauterie ne soient anticipés. L’approbation du client est requise pour utiliser d’autres liquides.
- Les essais avec du kérosène, des fluides inflammables ou de l’air comprimé doivent être évités si possible, et l’approbation du client est nécessaire si requis.
- L’essai pneumatique est envisagé dans des cas spécifiques, tels que les lignes de gaz, de vapeur ou de fluide gazeux où le poids du liquide d’essai hydrostatique surchargerait les structures de support ou les parois des tuyaux, ou lorsque la tuyauterie avec revêtement est sujette à des dommages par le liquide d’essai hydrostatique.
- Les collecteurs d’air instrument sont testés avec de l’air sec et exempt d’huile, et un essai de produit peut être utilisé si le système d’air instrument est terminé et opérationnel.
6.2 Fluides d’Essai
Lors de la réalisation d’essais hydrostatiques sur des systèmes de tuyauterie, le choix des fluides d’essai est crucial. Des considérations spécifiques sont prises en fonction du matériau du système de tuyauterie :
- Fluides d’Essai Courants et Filtration
- Le fluide d’essai le plus courant est l’eau, et elle doit être propre pour les essais hydrostatiques.
- L’eau de mer est souvent interdite dans les essais hydrostatiques de la tuyauterie d’usine
- Des dispositifs de filtration appropriés doivent être prévus au point de remplissage pour empêcher l’inclusion de corps étrangers tels que le sable et la rouille dans l’eau d’essai proposée.
- Fluide d’Essai pour la Tuyauterie en Acier au Carbone
- Pour les essais hydrostatiques des systèmes de tuyauterie en acier au carbone, le fluide d’essai doit être de l’eau potable à température ambiante. La valeur du pH de l’eau utilisée pour les essais doit être comprise entre 6 et 7.
- Fluide d’Essai pour la Tuyauterie en Acier Inoxydable
- Le fluide d’essai doit être de l’eau déminéralisée.
- L’eau doit avoir une concentration en chlorures d’un maximum de 1 ppm (partie par million).
- Le pH de l’eau doit être compris entre 6 et 7.
- L’eau utilisée pour les essais doit être drainée immédiatement après l’achèvement de l’essai hydrostatique, et le système doit être séché pour éviter la concentration en chlorures par soufflage d’air sec.
- L’eau utilisée pour les systèmes à haute teneur en nickel doit être vérifiée quant à la possibilité de générer du sulfure d’hydrogène (H2S) pendant l’essai.
- Un rapport d’analyse de l’eau, comprenant la concentration en chlorures et la valeur du pH, doit être joint au rapport d’essai pour les systèmes en acier inoxydable austénitique.
6.3 Préparation aux Essais
- Accessibilité des Joints Soudés dans le Lot d’Essai
- Tous les joints soudés (bout à bout et à emboîtement) couverts par un lot d’essai doivent rester accessibles pendant l’essai
- Les joints soudés ne doivent pas être peints, isolés, remblayés ou recouverts tant que les essais ne sont pas terminés de manière satisfaisante selon la procédure approuvée.
- Préparation de Surface et Peinture :
- La préparation de surface pour la peinture des tronçons est généralement effectuée en atelier.
- Dans les projets où la peinture des tronçons est réalisée après l’achèvement du soudage, des CND et du TTPS (Traitement Thermique Post-Soudage), l’essai hydrostatique des tronçons doit être terminé avant la préparation de surface et la peinture.
- Un autre essai hydrostatique peut être requis après l’achèvement de toutes les soudures sur site mais avant d’appliquer le revêtement sur les soudures sur site.
- Autres Considérations pour les Essais Hydrostatiques
- Lors de l’essai hydrostatique sur site, tous les évents doivent être ouverts pendant le remplissage pour évacuer l’air emprisonné avant d’appliquer la pression d’essai.
- L’équipement non soumis aux essais sous pression doit être déconnecté ou contourné à l’aide de tuyauterie temporaire pendant l’essai.
- Les soupapes de sûreté et les vannes de régulation ne sont pas incluses dans les essais sous pression sur site.
- Les plaques d’obturation (ou disques) temporaires installées à des fins d’essai doivent résister à la pression d’essai sans déformation et rester visibles pendant les essais.
- Les vannes de régulation doivent être retirées ou remplacées par des tronçons temporaires ou isolées pendant les essais sous pression.
- Les clapets anti-retour doivent avoir le clapet ou le piston retiré pour les essais, et les dispositifs de verrouillage doivent être remis en place après l’essai.
- Les supports à ressort doivent être bridés comme recommandé par le fournisseur ou retirés, et les soufflets de dilatation doivent être retirés pendant l’essai hydrostatique.
- Les points de vidange pour le fluide d’essai et la méthodologie d’élimination doivent suivre la procédure pré-approuvée
- La surcharge des structures de support doit être évitée pendant l’essai hydrostatique.
- La tuyauterie supportée par des ressorts ou des contrepoids doit être temporairement bloquée pour supporter le poids du fluide d’essai. Les broches de maintien ne doivent pas être retirées des supports à ressort tant que les essais ne sont pas terminés et que le système n’est pas vidangé.
- La pression dans le système doit être introduite progressivement jusqu’à ce qu’elle soit inférieure à la moitié de la pression d’essai ou à 170 kPa manométrique. Maintenir cette pression pendant 10 minutes. Augmenter progressivement la pression par paliers d’un dixième de la pression d’essai jusqu’à atteindre la pression d’essai spécifiée.
6.4 Équipement d’Essai
- L’équipement utilisé pour les essais sous pression comprend des pompes, des dispositifs de sécurité, des manomètres et enregistreurs de pression, et des thermomètres et enregistreurs de température.
- Les pompes utilisées doivent être capables de développer la pression positive requise, et les dispositifs de mesure doivent avoir la plage de mesure nécessaire.
- Tous les manomètres et enregistreurs de pression, ainsi que les thermomètres et enregistreurs de température, doivent être étalonnés dans les 60 jours précédant les essais.
- Des certificats d’étalonnage valides doivent être disponibles à la date des essais.
- Les manomètres doivent avoir un cadran d’une taille minimale de 150mm diamètre et être étalonnés à environ deux fois la pression d’essai. L’ASME B 31.3 autorise une plage de manomètre de 1.5 à 4 fois la pression d’essai.
- Un minimum de deux manomètres doit être fourni pour chaque système d’essai.
- Un manomètre doit être situé au point le plus élevé, et l’autre doit être positionné peu après la pompe ou au niveau du sol. Ce dernier doit être suffisamment éloigné de la sortie de la pompe pour éviter d’endommager le manomètre en raison des à-coups de pression de la pompe.
6.5 Nettoyage
Après l’essai, la tuyauterie du lot d’essai doit être vidangée complètement. Par la suite, la ligne peut nécessiter un rinçage pour éliminer tous les corps étrangers. Le rinçage peut être effectué avec de l’eau propre, de préférence celle de l’essai hydrostatique, tant qu’elle n’est pas contaminée.
Pendant le rinçage, il est recommandé de ne pas rincer les instruments en ligne.
Un nettoyage supplémentaire peut être requis pour des applications spécifiques comme les entrées de compresseurs et de turbines, la tuyauterie d’huile de lubrification, etc.Une procédure de nettoyage distincte doit être approuvée par toutes les parties concernées avant de commencer l’essai hydrostatique.
Il est conseillé de sécher la tuyauterie et tous les équipements connectés à un niveau raisonnable et de maintenir cette condition jusqu’à la mise en service, en particulier dans les zones humides où l’intervalle de temps entre l’essai hydrostatique et la mise en service est considérable.
Centre de connaissances

