
Novelty Structures Fabricates is an experienced manufacturer of Sheet Metal Bending Services for
Carbon Steel, Galvanized Steel, Stainless Steel and Alumunium.
What is metal bending ?
Metal bending is one of the most common metal fabrication operation. The sheet metal bending process involves applying a force to a sheet metal part to change its geometry. This force causes stress on the sheet metal beyond its yield strength and permanent physically deform without breaking or failing.
The press brake is a commonly used equipment for sheet metal bending. It works by lowering a mould onto a sheet metal work piece positioned on a die, creating the desired form.
The formed bend is dependent upon the tools used, the material yield strength and the material thickness. Setting up a bending operation accurately requires knowledge in the tooling, material, forces and the sequence of the different steps so it requires a skilled operator.

Metal Bending Types
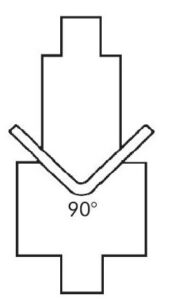
Air Bending

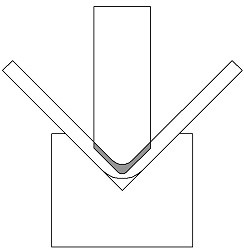
Bottoming
Coining
Evolution of Press Brakes
A press brake is a machine that bends sheet metal into predetermined forms.
Mechanical Press Brakes: Ideal for small workshops or tasks with low complexity and limited budgets. Requires skilled operators.
NC Press Brakes: A middle-ground option that combines basic automation with better accuracy and speed. Suitable for medium-scale operations.
CNC Press Brakes: Best for high-precision, high-volume, and complex bending tasks. They are expensive but deliver unmatched productivity and efficiency.

| Feature | Mechanical Press Brake | NC Press Brake | CNC Press Brake |
|---|---|---|---|
| Control System | Manual operation with basic control | Semi-automated, limited program storage. | Fully automated with sophisticated control. |
| Accuracy | Moderate accuracy due to manual adjustments. | Better accuracy with pre-set programs. | High accuracy with automatic real-time adjustments. |
| Ease of Use | Requires skilled operators for precision. | Easier to use but still depends on operator setup. | Intuitive and user-friendly with graphical interfaces. |
| Speed of Operation | Slower due to manual setup. | Faster than mechanical; setup time is reduced. | Very fast due to optimized programming and automation. |
| Flexibility | Limited to simple bends and repeatable tasks. | Can perform more complex bending operations. | Highly flexible for intricate, multi-axis bending. |
| Cost | Low initial cost, high labor cost. | Moderate cost. | High initial cost but low labor and operational cost. |
Guide to Accurate Sheet Bending

Bend allowance is defined as the material required to add to the overall length of the sheet metal in order for it to get cut in the right size. During the design of the metal part, bend allowance based on the bending type and material thickness should be taken into consideration in order to get the accurate final dimensions.
Example:
For a 90° bend in a sheet metal with a thickness of 2mm and a bend radius of 4mm, you calculate the bend allowance using formulas like:
Bend Allowance=π×(Radius+Thickness/2)×(Angle in Degrees)/180
Practical Tip:
Always use bend tables or software to calculate allowances for various materials and bending angles.
Some material grades are likely to break or crack when bending is made from the force. Appropriate material grade for cold forming should be selected to prevent any cracks during bending.
Example:
- Not Suitable: High-carbon steel tends to crack when bent due to its brittleness.
- Suitable: Low-carbon steel (e.g., A36, S235 ) or aluminum alloys like 5052-H32, which have good ductility, bend smoothly without fracturing.
Practical Tip:
For challenging designs, perform a bend test on a sample piece to confirm the material’s behavior under stress.
Holes and slots are likely to deform when placed near a bend, therefore appropriate clearance should be considered in the part design.
Example:
If you place a 10mm diameter hole 5mm away from a bend line, the hole may elongate or deform when the metal is bent. Instead, maintain a minimum distance of at least twice the material thickness from the bend line to the hole edge.
Practical Tip:
Use guidelines such as:
Minimum Distance=2×Material Thickness
This ensures that features like holes and slots remain intact during forming.
The minimum radius of bends must be calculated in respect to the material thickness to prevent parts from cracking. The inside bend radius should be equal to the thickness of the material that you’re forming.
Example:
For a 1.5mm thick sheet of stainless steel, use an inside bend radius of at least 1.5mm. Tighter radii can cause the material to crack, especially with high-tensile-strength alloys.
Practical Tip:
Refer to the material’s bend radius chart or guidelines. Generally:
- Soft materials like aluminum can tolerate tighter bends.
- Harder materials like hardox steel require larger bend radii.
Common Defects
| Defect | Description | QC Measures |
|---|---|---|
| Cracks | Cracks at the outer radius of the bend | Check bend radius; ensure material ductility. |
| Wrinkles | Ripples on the inner radius | Adjust tooling and reduce bend compression. |
| Spring-back | Angle returns slightly after bending | Use over-bending or adjust machine settings. |
| Inconsistent Angles | Uneven bend angles across parts | Calibrate machine; ensure uniform material. |
| Surface Scratches | Marks or damage to the finish | Use protective films or softer die materials. |

Bending Different Metals

| Property | Carbon Steel | Stainless Steel | Aluminium |
|---|---|---|---|
| Ease of Bending | Moderate (low-carbon) to difficult (high-carbon) | Moderate to difficult | Easy |
| Spring Back | Low | High | Low |
| Force Required | Moderate to high | High | Low |
| Ductility | Moderate to low | High (austenitic grades) | Very high |
| Risk of Cracking | Low (if low-carbon) | Low to moderate | High (without care) |
Challanges in Metal Bending
Material Challanges
Spring-back: Elastic recovery causes incorrect bend angles.
Cracking: Outer radius cracking, especially in brittle materials.
Thinning: Material weakens at the bend’s outer radius.
Tooling Challanges
Tool Alignment: Misaligned tools lead to uneven bends.
Tool Wear: Worn tools cause defects like scratches or misalignments.
Standard Tool Limitations: Standard dies may not work for custom designs.
Process Challanges
Tight Tolerances: Achieving precision in angles and dimensions.
Multiple Bends: Errors from cumulative misalignments in complex parts.
Surface Damage: Scratches or marks during bending.
Design Challanges
Incorrect Bend Allowance: Wrong calculations cause dimensional errors.
Complex Designs: Intricate geometries are harder to bend.

Human Challanges
Operator Error: Mistakes in setup or handling.
- Communication : Miscommunication between design and production teams.
How can we help you ?
Sheet Metal Bending is a major Metal Fabrication method and its success depends on the careful selection of contractors.
Novelty Structures stands out as a reliable partner in providing High-Quality Metal Bending Services tailored to demanding industrial needs.
FAQ
Sheet metal bending is a manufacturing process where metal sheets are deformed using tools or machines to create specific shapes or angles. This process is commonly used to produce components for industries like construction, automotive, aerospace, and electronics.
We work with a wide range of materials, including:
• Aluminum
• Stainless Steel
• Carbon Steel
• Galvanized Steel
We can handle sheet metal thicknesses ranging from thin sheets (0.5mm) to thick plates (up to 40mm). For custom thicknesses, please consult with us to ensure feasibility.
Our bending techniques include:
• Press Brake Bending: Ideal for precise angles and straight bends.
• Roll Bending: Suitable for creating curved or cylindrical shapes.
Our machinery can accommodate sheet metal lengths up to 12 meters. For longer lengths, additional solutions may be discussed.
Yes, we specialize in custom and complex bending projects. Our advanced CNC-controlled press brakes allow us to produce intricate designs with high precision.
We typically achieve bending tolerances of ±0.5mm, depending on the material and design complexity. Specific tolerances can be discussed based on your project requirements.
We use advanced machinery, skilled technicians, and quality control measures such as:
- Regular inspections during production
- Dimensional checks with precision measuring tools
- Compliance with ISO 9001
Lead times vary depending on the project complexity and volume. Standard orders are usually completed within 3-10 business days. Rush orders can be accommodated upon request.
Yes, we provide additional finishing services, such as:
- Powder Coating
- Painting
- Polishing
- Anodizing
- Hot Dip Galvanization
Yes, we are equipped to handle high-strength materials like hardox steel. However, additional considerations for tooling and processes may apply.
To protect the material surface, we use protective films, special tool dies, or soft bending tools to minimize scratching or marring for stainless steel.
Yes, we can create custom tooling for unique or highly specific designs to ensure your project requirements are met.
The cost depends on:
- Material type and thickness
- Quantity of bends
- Complexity of the design
- Production volume
Our team will provide a detailed quote after reviewing your requirements.

