
Novelty Structures is an experienced manufacturer dedicated to
Fabrication of High-Quality Pressure Vessels.

Types of Pressure Vessels


Components of Pressure Vessels
Pressure Vessel manufacturing involves assembling various components like Heads, Shells, Cones, and Nozzles.
The fabrication steps, from material identification to welding and painting, are meticulously followed to ensure the integrity and reliability.
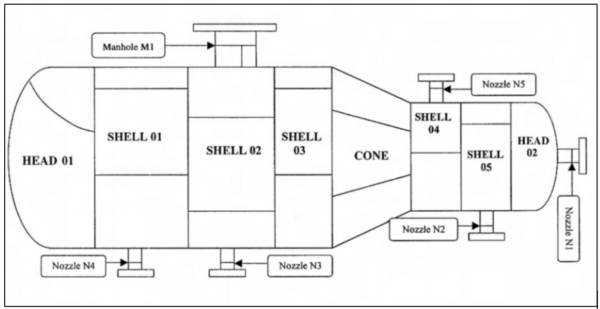
Figure 1 : Pressure Vessel Components
The major components of a pressure vessel are;
- Heads or dished ends
- Shell
- Cones or reducers
- Nozzles, manholes, saddle supports, skirt supports, leg supports, lifting lugs,
platform and ladder supports
The production of heads and cones is more challenging than that of shells because of the complexity in controlling their dimensions. Unlike shell sections, which can be precisely controlled, the dimensions of heads and cones pose greater difficulty. Consequently, in vessels featuring dished ends or cones, it is recommended to manufacture these components first, ensuring they comply with code tolerances. Subsequently, the shells are crafted to match and complement these heads and cones. For further detail, please check our article on Components of Pressure Vessels.
Forming Pressure Vessel Components
Forming involves changing the size or shape of a part through force, generating stresses above yield strength but below fracture strength. The temperature during fabrication categorizes forming as hot, warm, or cold. Hot forming is above recrystallization temperature, warm is above room temperature but below recrystallization, and cold is well below recrystallization (e.g., room temperature). In pressure vessel manufacturing, specific forming processes include pressing, spinning, and bending.

Fabrication of Pressure Vessel Components


Applications of Pressure Vessels
Challenges in Fabrication

Quality Control of Pressure Vessel Manufacturing
How can we help you ?
Pressure Vessels are indispensable to industrial projects, and their success depends on the careful selection of contractors,
stringent quality control, and compliance with global standards. Novelty Structures stands out as a reliable partner in providing
high-quality piping solutions tailored to demanding industrial needs.
FAQ
A pressure vessel is a container designed to hold gases or liquids at a pressure substantially different from the ambient pressure. They are widely used in industries such as oil & gas, chemical processing, power generation, and water treatment.
Pressure vessels are fabricated using various materials, including:
- Carbon Steel
- Stainless Steel
- Alloy Steels
- Aluminum
The choice of material depends on factors like temperature, pressure, and the chemical nature of the contents.
Our fabrication services comply with internationally recognized standards, including:
- ASME Boiler and Pressure Vessel Code (BPVC): Section VIII
- API (American Petroleum Institute): Standards for specific industries
- PED (Pressure Equipment Directive): For European compliance
We fabricate a variety of pressure vessels, such as:
- Storage Tanks
- Reactors
- Heat Exchangers
- Distillation Columns
- Air Receivers
- Custom-designed vessels for specific applications
Yes, we specialize in custom pressure vessel fabrication tailored to meet the exact specifications and needs of our clients. Our team works with your engineers to create solutions that are efficient and reliable.
The process typically involves:
- Design and Engineering: Ensuring compliance with applicable codes and standards.
- Material Selection and Procurement: Choosing materials suited to the application.
- Cutting and Forming: Preparing plates, sheets, or other raw materials.
- Welding: Using methods such as MIG, TIG, or arc welding.
- Quality Control and Testing: Ensuring structural integrity via non-destructive testing (NDT), hydrostatic testing, and other methods.
- Final Assembly and Delivery.
We can fabricate pressure vessels of various sizes, ranging from small laboratory-scale vessels to large industrial tanks. Pressure ranges are tailored to customer needs and can go from low-pressure to high-pressure applications.
Lead times vary based on the complexity and size of the vessel. Simple designs may take 4–8 weeks, while larger, more complex projects can take 12–20 weeks or longer. We provide detailed timelines during the project planning phase.
Yes, all fabricated pressure vessels are delivered with complete documentation, including:
- Material Test Reports (MTRs)
- Welding Procedure Specifications (WPS)
- Quality Control Inspection Reports
- Certifications of Compliance
The cost depends on factors such as size, material, complexity, and required compliance standards. For an accurate estimate, please contact us with your project details.
Yes, we can fabricate pressure vessels for mobile and skid-mounted systems. These designs are ideal for modular applications in industries like oil & gas, water treatment, and process manufacturing.
Yes, we work with international clients and are familiar with various global standards, including ASME, PED, and others. We also handle shipping and documentation for global logistics.
We maintain full traceability of materials used in fabrication, including:
- Heat numbers
- Material Test Certificates (MTCs)
- Welding records
- Inspection and testing reports
This ensures compliance with industry standards and customer specifications.
Yes, our advanced fabrication capabilities allow us to create pressure vessels with complex geometries, such as multi-compartment vessels, spherical shapes, or vessels with intricate internal components.





